Introducción a los fundamentos del sistema de agua de enfriamiento
El enfriamiento de fluidos de proceso, recipientes de reacción, vapor de escape de turbina y otras aplicaciones es una operación crítica en miles de instalaciones industriales en todo el mundo, como plantas de fabricación general o plantas de minería y minerales. Los sistemas de enfriamiento requieren protección contra la corrosión, el sarro y la contaminación microbiológica para maximizar el rendimiento, preservar la vida útil y la confiabilidad del equipo y, lo que es más importante, ayudar a garantizar la seguridad de los empleados.
En este capítulo, examinamos el diseño fundamental del sistema de enfriamiento y los aspectos básicos de la transferencia de calor. Esta descripción general proporcionará la base para el análisis del tratamiento del agua de enfriamiento en el siguiente capítulo.
También se alienta a los lectores interesados a explorar el sitio web del Cooling Technology Institute. Esta organización de larga data proporciona excelente información sobre todas las facetas de las aplicaciones de enfriamiento industriales y comerciales.
Índice
Tipos de sistemas de enfriamiento
Componentes de la torre de enfriamiento
Descripción general de las torres de enfriamiento de tiro natural
Transferencia de calor de la torre de enfriamiento
Filtración de flujo lateral
Nota sobre el monitoreo del rendimiento de la torre
Alternativas de la torre de enfriamiento
Enfriamiento de agua de circuito cerrado
Intercambiadores de calor
Fundamentos de la transferencia de calor
Monitoreo del rendimiento del intercambiador de calor
Conclusión
Tipos de sistemas de enfriamiento
Los tres diseños principales de sistemas de enfriamiento son de recirculación abierta (basada en torre de enfriamiento) y cerrada. Los primeros dos sirven típicamente como enfriamiento primario para los intercambiadores de calor más grandes, con bucles cerrados para sistemas de plantas auxiliares. Los fundamentos de cada uno se describen a continuación.
Sistemas de enfriamiento de un solo paso
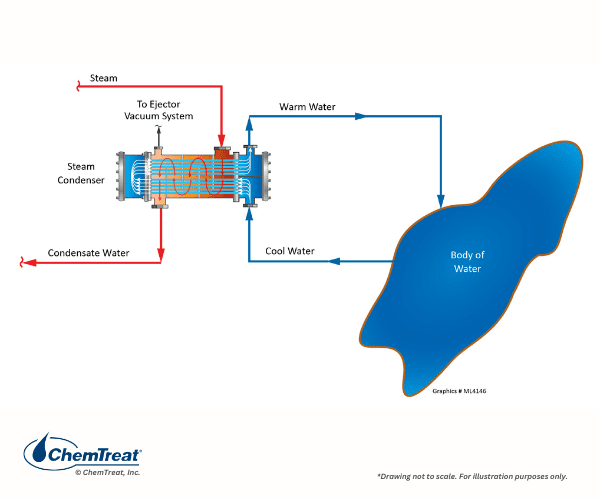
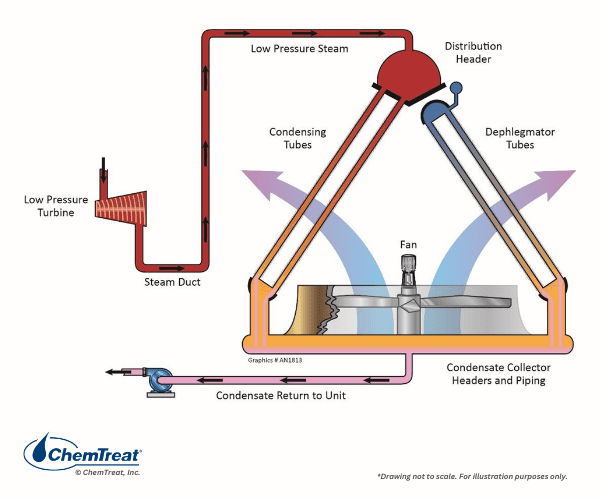
Como el nombre indica “una vez a través”, el agua refrigerante proviene de una fuente externa como un lago, río o incluso el océano. Después de servir los intercambiadores de calor, el agua se descarga directamente de vuelta a la fuente original. Un ejemplo común, especialmente en el último siglo, fue el enfriamiento por vapor de escape de turbina en grandes plantas de energía, como se muestra a continuación.
Las entradas de entrada única normalmente están equipadas con rejillas de barra y/o rejillas de desplazamiento para eliminar material como ramas de árboles, hojas y otros elementos grandes, incluida la vida acuática, que de otro modo ensuciarían físicamente los tubos del condensador y del intercambiador de calor. Hace años, se hizo evidente que el proceso de detección era mortal para muchos organismos acuáticos, que impactaban violentamente o quedaban atrapados contra las pantallas. Una mayor preocupación por la protección de la vida acuática ha provocado cambios en el diseño y la selección del sistema de enfriamiento con un enfoque más fuerte en las soluciones de agua sostenibles y los avances en el enfriamiento sostenible del agua. Algunas tomas existentes se han modernizado con pantallas modernas que minimizan el daño a la vida acuática, mientras que para muchas plantas modernas ya no se permite el enfriamiento, sino que se requieren sistemas de torres de enfriamiento.
Nota: Si bien muchas plantas nucleares tienen torres de enfriamiento, los sistemas de respaldo de una sola pasada son comunes para el enfriamiento de emergencia.
También es preocupante con los sistemas de paso único la descarga de agua de enfriamiento tibia a la fuente de suministro. Las temperaturas cálidas pueden ser letales para algunos organismos, mientras que otros, como los peces, se congregarán en la descarga durante los meses de clima frío. Algunas plantas se diseñaron con canales de descarga para permitir que el agua se enfriara un poco antes de ingresar al cuerpo de agua primario.
En algunas aplicaciones únicas, un sistema de pulverización ayuda con el enfriamiento de la descarga. De manera similar al proceso de la torre de enfriamiento, que se examina en detalle a continuación, un sistema de rociado mejora el enfriamiento mediante la evaporación de una pequeña porción de la descarga.

“Grey Water Pond at Palo Verde” de NRCgov tiene licencia CC BY 2.0.
El tratamiento químico de los sistemas de una sola vez es a menudo sencillo, pero aún muy importante para minimizar la contaminación microbiológica y macrobiológica y la formación de incrustaciones. Estos temas se tratan en el Capítulo 7.
Ahora examinaremos las alternativas al enfriamiento de una sola vez.
Sistemas de enfriamiento de recirculación
En los sistemas de enfriamiento de recirculación, el agua se recicla continuamente. La forma más simple de un sistema de enfriamiento recirculante es un estanque de enfriamiento. La mayor parte del enfriamiento se realiza mediante una transferencia de calor sensible con una menor pérdida de calor por evaporación que aumenta en días ventosos y cálidos. Los estanques de enfriamiento requieren una gran huella y, por lo tanto, los sistemas de recirculación abierta son mucho más comunes.
Sistemas de enfriamiento de recirculación abiertos
La capacidad de transferir grandes cantidades de calor a través de una pequeña cantidad de evaporación de agua recirculante es la base detrás de las aplicaciones de la torre de enfriamiento.

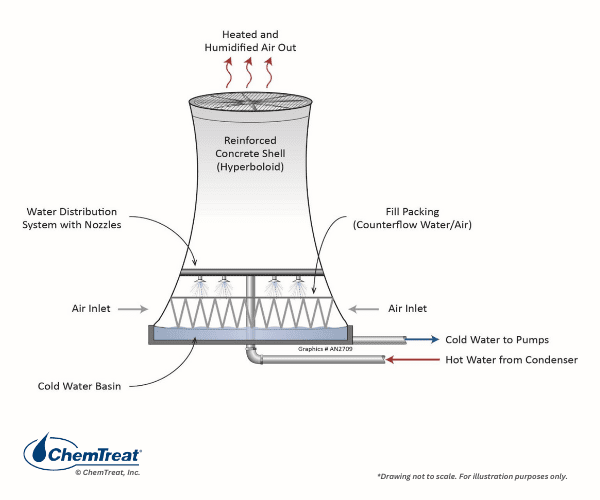
El proceso fundamental se muestra a continuación:
Millones de torres de enfriamiento están en servicio en todo el mundo en instalaciones que varían en tamaño, desde enormes plantas industriales hasta instalaciones comerciales como edificios de oficinas.
Las torres de enfriamiento modernas son de dos tipos principales: tiro mecánico (los ventiladores mueven el aire a través de la torre) y tiro natural (el aire fluye naturalmente a través de la torre). Esta última son las enormes torres hiperbólicas en grandes plantas de carbón o energía nuclear, y son mucho menos comunes que las torres de tiro mecánico, que son el enfoque principal de esta sección.
Una ventaja de las torres de tiro mecánico es que pueden diseñarse y ensamblarse en celdas que se encuentran una al lado de la otra dentro de una estructura común. Las celdas individuales pueden colocarse o retirarse de servicio para manejar cargas cambiantes. Las torres pueden ser de tiro forzado, en las que los ventiladores empujan el aire a través de la torre, o de tiro inducido por donde los ventiladores tiran del aire.

La mayoría de las torres industriales grandes son de tiro inducido, pero las unidades más pequeñas a menudo son de tiro forzado para simplificar la operación. En las torres de tiro forzado, la velocidad del aire disminuye durante el paso de aire a través de la torre. La velocidad más baja puede conducir a la recirculación del aire de escape a la entrada de la torre, reduciendo la eficiencia.
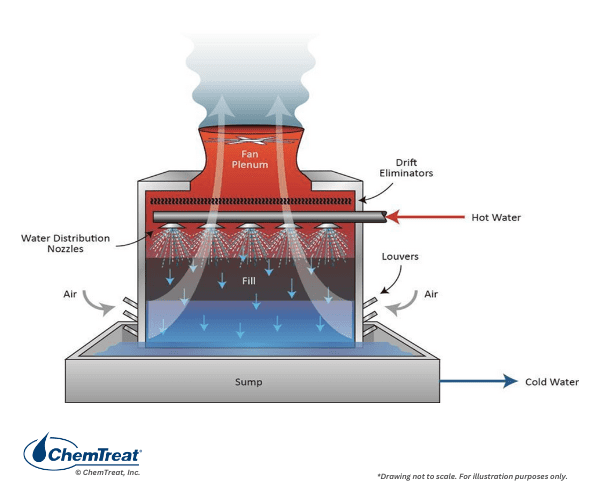
Otra diferenciación principal es el flujo cruzado o contraflujo, en el que el aire fluye perpendicular o contracorriente, respectivamente, a la trayectoria de flujo de agua.
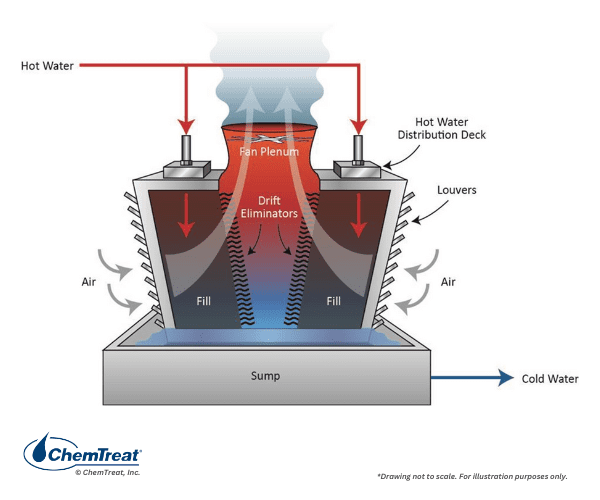
Tenga en cuenta que las torres que se muestran en las Figuras 6.6 a y b son de doble entrada, en las que el aire entra desde lados opuestos. Son más eficientes que las torres de entrada única, donde la dirección del viento tiene un mayor impacto en la eficiencia. A menudo se colocan torres grandes para aprovechar los patrones de viento predominantes. Ocasionalmente, se puede ver una torre octagonal o circular para una máxima eficiencia independientemente de la dirección del viento, pero los costos de diseño y construcción de estas torres son mayores que para las torres rectangulares estándar y, por lo tanto, no son tan comunes.
Componentes de la torre de enfriamiento
Los componentes de la torre que se muestran en las ilustraciones anteriores son fundamentales para una estabilidad estructural y un funcionamiento exitosos. Las siguientes secciones revisan la más importante de ellas.
Materiales estructurales
Dependiendo del tamaño, la antigüedad y otros factores, los soportes estructurales y los componentes internos de las torres de enfriamiento pueden ser de varios materiales. El conocimiento de los diversos materiales para cualquier aplicación es importante para optimizar el tratamiento del agua, como se analiza en el Capítulo 7.
En los últimos años, grandes torres de enfriamiento tenían estructuras de soporte de madera. El abeto Douglas y la secoya tratados a presión fueron las dos opciones más comunes. Las principales ventajas de estos materiales son el costo razonable, la resistencia decente y que los productos pueden cortarse fácilmente según especificaciones precisas en el campo. Las desventajas incluyen:
- Susceptible a la descomposición fúngica en la cámara de la torre de enfriamiento
- Susceptible a ataques químicos en zonas húmedas
- Cloro
- pH bajo o alto
- Combustible (la destrucción por incendio de torres de enfriamiento es muy conocida)
- Grados variables de calidad de la madera, ya sea de la fuente o, más comúnmente, de los pasos tomados en el proceso de tratamiento a presión.
El reemplazo de la madera en muchas torres industriales grandes y modernas es el plástico reforzado con fibra de vidrio (FRP).

Los beneficios de la fibra de vidrio incluyen:
- Resistente a las caries, especialmente en comparación con la madera
- Sin lixiviación química
- Menor inflamabilidad
- La resistencia química es generalmente excepcional. FRP puede tolerar altas concentraciones de cloruros y sulfatos, que promueven la corrosión en torres de enfriamiento construidas con metales.
- El agua blanda no es agresiva para FRP
Las limitaciones de la fibra de vidrio incluyen:
- Las altas temperaturas pueden ser problemáticas.
- Las reparaciones en campo son prácticamente imposibles. Una vez que una sección se daña mecánicamente, generalmente debe reemplazarse.
- Falta general de rigidez, en relación con el acero y la madera, lo que resulta en limitaciones de uso donde la carga mecánica puede ser grande.
Típico para torres de enfriamiento grandes, y como se muestra en la Figura 6.8, es una cuenca de agua de concreto. Esto a veces puede presentar desafíos de corrosión, como se analizará en el Capítulo 7. En tales casos, se pueden utilizar métodos avanzados para proteger los sistemas de agua de enfriamiento, así como los programas de química del agua de enfriamiento.
Para torres de enfriamiento más pequeñas como las de edificios comerciales, el acero galvanizado es un material estructural común. Las torres pequeñas a menudo pueden fabricarse en un patín en el taller del proveedor y enviarse directamente al sitio.

Las torres galvanizadas pueden tener una cuenca de acero al carbono. Otras torres pequeñas pueden fabricarse de acero inoxidable, a veces con la creencia errónea de que el acero inoxidable es resistente a todas las formas de corrosión.
Llenado de torre
El método principal de transferencia de calor en una torre de enfriamiento es la evaporación de una pequeña porción del agua recirculante. La clave para la transferencia máxima de calor (dentro de varias restricciones de calidad del agua como veremos) es la selección correcta del llenado. La selección adecuada reduce la relación líquido-gas (L/G) para la torre y, en consecuencia, reduce el tamaño y los costos de material/operación de la torre y de los equipos auxiliares, como bombas y ventiladores de recirculación.
Las primeras torres de enfriamiento tenían relleno de salpicaduras de madera; una serie de tablillas escalonadas debajo del rociado de agua o las boquillas de distribución.
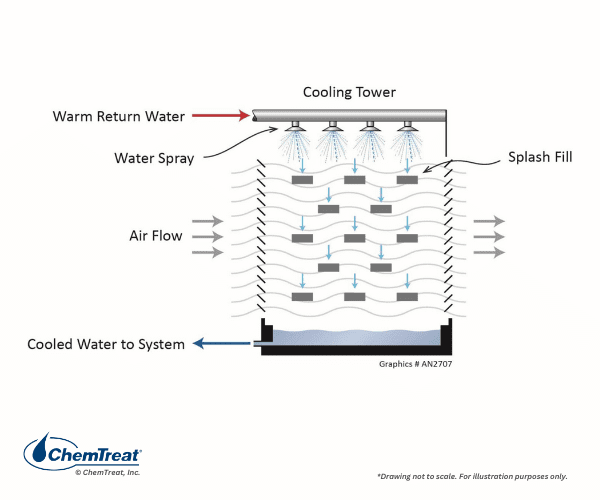
El agua que impacta en los listones se rompe en pequeñas gotas que aumentan el área de la superficie.
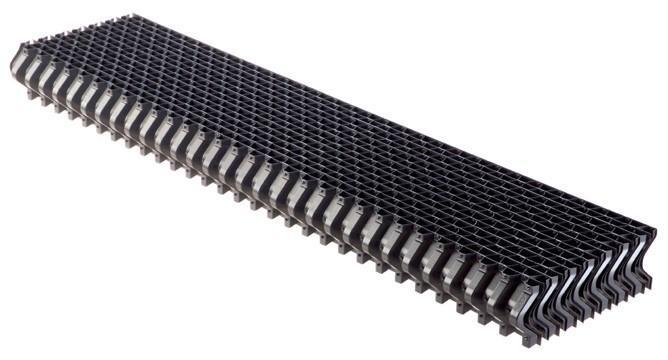
El relleno de salpicaduras es común para las torres de flujo cruzado, y la tecnología se ha mejorado considerablemente, con un diseño moderno que se muestra a continuación.

El relleno de salpicaduras puede ser la única opción en las torres de enfriamiento donde el agua tiene una alta tendencia a ensuciarse, pero en la mayoría de las torres el relleno de película es el material preferido, ya que mejora el contacto aire-agua. Los rellenos de película típicos están hechos de PVC por bajo costo, durabilidad, buenas características de humectación y una tasa de propagación de llama inherentemente baja. El relleno de película no es de naturaleza genérica y hay numerosos diseños disponibles. La elección de la configuración del flujo y el espaciado entre las hojas de llenado (tamaño del conducto) deben evaluarse cuidadosamente y dependen de la calidad proyectada del agua de recirculación. Las siguientes ilustraciones describen varios estilos de relleno de película que van desde un diseño de baja contaminación para aguas con un fuerte potencial de contaminación hasta tipos de alta eficiencia.
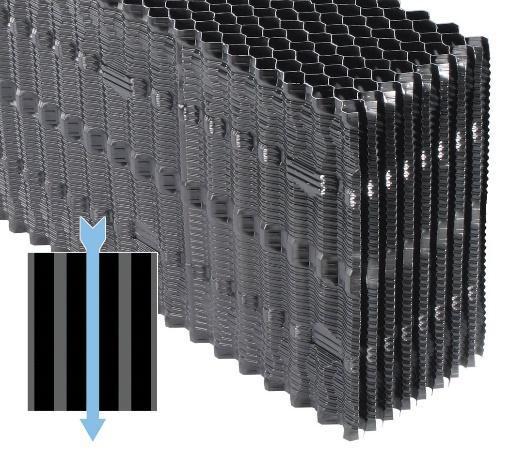

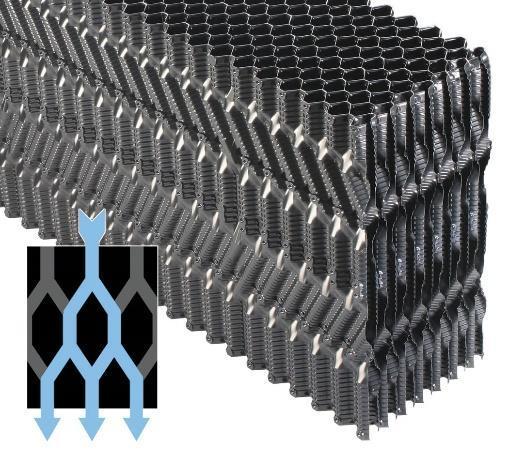
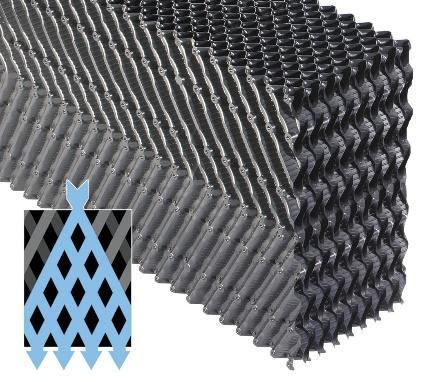
Las Figuras 6.11a–d muestran una progresión de varias configuraciones de llenado de película que pasan de baja eficiencia y el potencial de contaminación bajo correspondiente a alta eficiencia y alto potencial de contaminación.
Los fabricantes de torres de enfriamiento continúan mejorando la eficiencia, pero esta es una espada de doble filo en el sentido de que la compleja trayectoria de flujo aumenta las ubicaciones potenciales para la deposición de sólidos. La siguiente tabla describe las pautas generales para algunos de los diseños que se muestran arriba.
Tabla 6-1. Selección de llenado basada en la calidad del agua1
Fuente: Referencia 2
| 19 mm CF | 21 mm DE | VF de 19 mm | M/S de 25 mm | VF de 38 mm | 19 mm XF- Standoff4 | |
| TSS permitido (ppm) con buen control microbiano2 | <100 | <200 | <500 | <1000 | Sin límite | <500 |
| TSS permitido (ppm) con control microbiano deficiente3 | <25 | <50 | <200 | <500 | <1000 | <200 |
| Aceite y grasa permitidos (ppm) | Ninguno | <1 | <5 | <50 | <25 | <5 |
| Fibras | Ninguno | Ninguno | Ninguno | Ninguno | Ninguno | Ninguno |
- Estas son pautas generales y pueden necesitar modificaciones en función de las condiciones específicas del sitio.
- “Buen” control microbiológico significa biocida oxidante suministrado continuamente con residuos oxidantes libres mantenidos, con recuentos máximos totales de placas de bacterias aeróbicas (TAB) que no exceden 100.000 ufc/ml (unidades formadoras de colonias) con formación mínima de limo en superficies de transferencia de calor.
- El control microbiológico “malo” implica poco o ningún control microbiológico o control sujeto a alteraciones graves, con recuentos promedio de placas de TAB constantemente superiores a 100 000 ufc/ml. También se deben considerar otros posibles factores de riesgo de contaminación, como la contaminación cruzada por agua con fluidos de proceso que contienen compuestos de amoniaco, azúcares u otros nutrientes. También se deben considerar otros contaminantes transportados por el aire, como polvo fino, suciedad y residuos.
- Para una alta carga de agua que generalmente se encuentra en torres de flujo cruzado
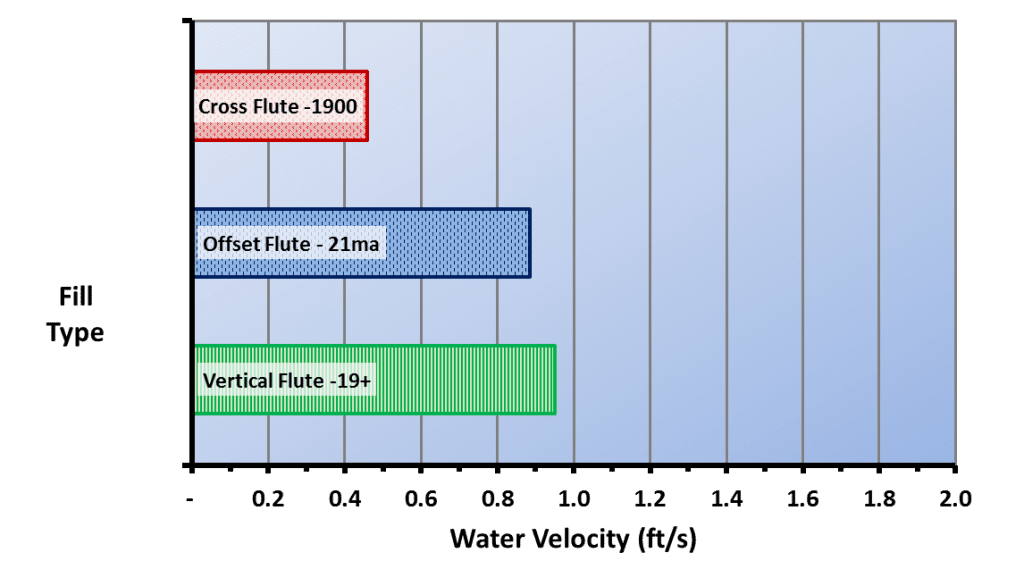
La Figura 6.12 ilustra el efecto de la velocidad del agua en la profundidad de las biopelículas.
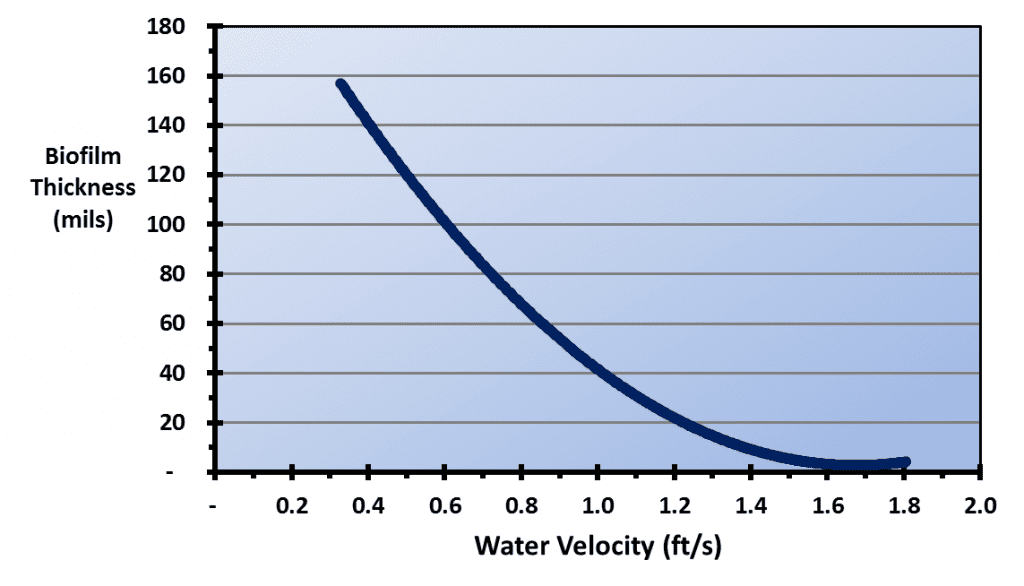
Una comparación de esta ilustración con los tipos de relleno de la torre de enfriamiento que se muestran arriba destaca la vulnerabilidad de los paquetes de películas plásticas celulares a la contaminación biológica. Se ha informado que la velocidad de la película de agua en los paquetes de película con ranuras cruzadas típicas es de solo 0,48 pies/s, y para los paquetes de película resistentes a la contaminación, solo 0,89 pies/s – 0,95 pies/s para una velocidad de carga de agua de 8 gpm/ft2.
Las biopelículas recolectan sólidos suspendidos que ingresan a la torre a través del maquillaje y el flujo de aire para producir depósitos similares al lodo que pueden volverse muy gruesos.

Los depósitos pueden cerrar los pasajes de llenado, lo que, por supuesto, reduce el contacto aire-agua y degrada la transferencia de calor. La deposición también puede agregar un peso enorme al relleno. Ambos efectos se muestran claramente a continuación.
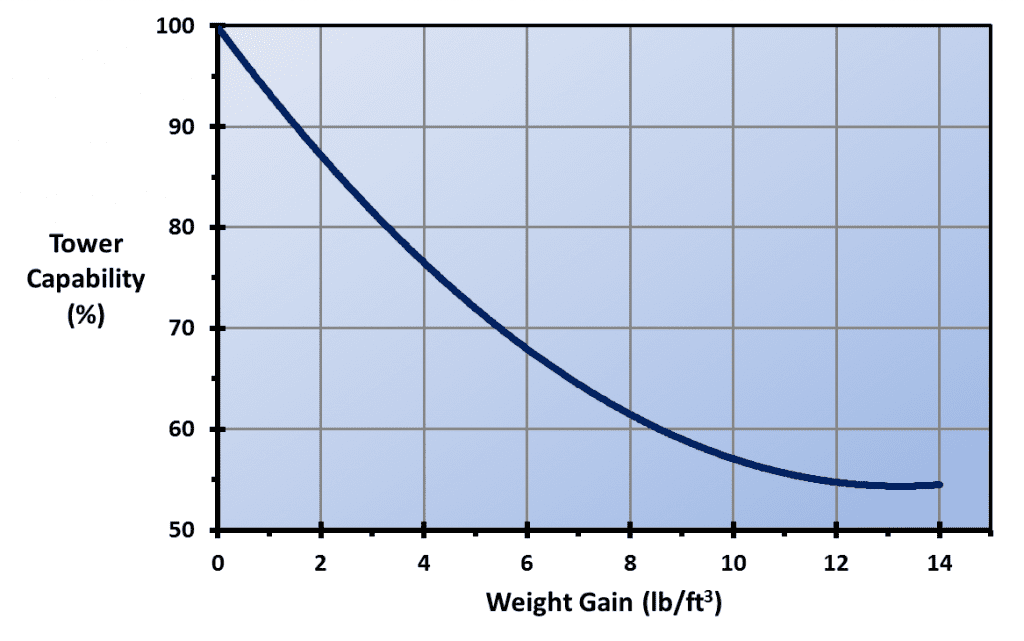
En casos extremos, el llenado sucio se ha colapsado, lo que resulta en una interrupción no programada y grandes costos de reemplazo. Afortunadamente, existen técnicas modernas para la protección contra la corrosión y la contaminación.

SELECCIÓN DE BIOCIDAS OXIDANTES AVANZADOS PARA AGUAS DIFÍCILES DE ENFRIAMIENTO Y PROCESO
Las colonias microbiológicas tienden a acumularse en el medio del paquete de llenado. Las velocidades del agua directamente debajo de las boquillas rociadoras son generalmente lo suficientemente altas como para desalentar la adhesión de los microbios. Además, la contaminación tiende a ser más intensa en el medio del relleno que en la parte inferior porque los sólidos suspendidos se filtran antes de alcanzar la capa de relleno más baja y porque las últimas pulgadas de relleno no soportan físicamente una masa de depósito blando. La ausencia de colonias microbianas en la parte superior o inferior del relleno, combinada con la dificultad de inspeccionar las capas intermedias, a menudo permite que la suciedad progrese sin ser detectada hasta que haya alcanzado una etapa avanzada. El personal de las plantas de energía y las instalaciones industriales ha intentado monitorear la contaminación de llenado durante la operación de la torre utilizando secciones de llenado suspendidas de las celdas de carga, o cortando una ventana de acceso en el extremo de la carcasa de la torre para permitir que se retire una sección intermedia periódicamente para su inspección utilizando un elevador de hombre, o suspendiendo una sección de llenado debajo del paquete de llenado principal para permitir que se inspeccione y pese fácilmente. Estas técnicas de monitoreo pueden ser algo efectivas, pero ninguna ha demostrado ser totalmente satisfactoria.
Existen varios métodos para eliminar los depósitos biológicos/de sedimentos del llenado de la torre de enfriamiento. La hiperhalogenación es un método, pero la efectividad puede ser limitada. Además, la alta concentración de cloro puede causar corrosión en los componentes del sistema y, cuando se completa la limpieza, el flujo de residuos puede requerir tratamiento antes de la descarga. Las colonias microbiológicas tienen un alto contenido de agua y se encogerán y se desprenderán de las superficies cuando se sequen completamente. La patente estadounidense 5,558,157 describe este método para la remoción de biopelículas en intercambiadores de calor de carcasa y tubo. Sin embargo, secar eficazmente el relleno de la torre de enfriamiento puede resultar problemático incluso con la ayuda de los ventiladores. El dióxido de cloro también ha servido como limpiador para las biopelículas de la torre de enfriamiento con cierto éxito.
La sustancia química de limpieza más utilizada y eficaz para los depósitos microbiológicos es el peróxido de hidrógeno (H2O2). El peróxido es efectivo debido a su resistencia oxidante y a la acción física de las microburbujas de oxígeno producidas a medida que reacciona con los depósitos orgánicos. Los productos de descomposición del peróxido son agua y oxígeno, y por lo tanto el compuesto tiene un perfil ambiental muy positivo. Las dosis típicas están en el rango de 500-3000 ppm de sustancia química activa. Al igual que con la mayoría de los procesos de limpieza de este tipo, la adición de bajos niveles de surfactantes ayudará a aflojar los depósitos. Los dispersantes poliméricos a menudo también se incluyen para mantener los sólidos desprendidos en suspensión hasta que puedan descargarse.
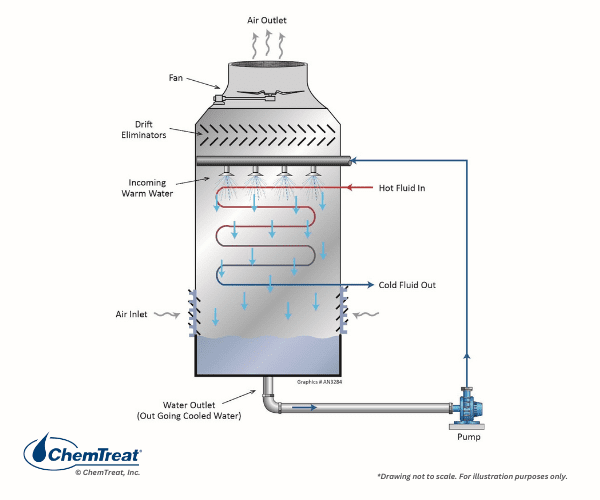
Eliminadores de niebla
La interacción de aire y agua en la torre genera muchas gotas finas que pueden salir potencialmente de la torre en la columna. El término común para esta pérdida es “derivación”. La descarga de humedad es problemática por dos razones. Primero, los sólidos dentro de las gotitas pueden depositarse en las aspas del ventilador de tiro inducido e impactar gradualmente en el rendimiento. En segundo lugar, las regulaciones de emisiones al aire de la planta generalmente también incluyen la descarga de la torre de enfriamiento. Una instalación puede violar las pautas de descarga de los sólidos arrastrados en las gotitas. En consecuencia, los eliminadores de niebla de álabes y chevrones son elementos estándar de la torre de enfriamiento. Los desempañadores recolectan agua por impacto y permiten que el agua vuelva a drenar hacia la torre.
La tecnología ha avanzado de manera que los desempañadores modernos pueden reducir la humedad arrastrada a menos del 0,0005 % de la tasa de agua recirculante. Para ponerlo en perspectiva, la desviación de una torre con una tasa de recirculación de 100.000 gpm y una desviación del 0,0005 % sería de 0,5 gpm. ¡De hecho, muy leve!
Sistema de distribución de agua
El diseño adecuado del sistema de distribución de agua es fundamental para la operación eficiente de la torre. La siguiente figura muestra una parte de un sistema de rociado moderno para una torre de contraflujo.

Las torres de flujo cruzado normalmente tienen una plataforma de distribución por encima del relleno, donde se mantiene un nivel estable de agua en la superficie de la plataforma. El agua fluye hacia el relleno a través de un patrón preciso de perforaciones en la cubierta.

El llenado requiere una distribución uniforme del agua para minimizar la canalización. La canalización por sí sola reducirá la eficiencia de la torre, pero también puede establecer ubicaciones de bajo flujo que permitan una mayor deposición y formación de colonias microbiológicas. En las torres de contraflujo con redes de distribución de agua, las inspecciones regulares deben incluir el examen de las boquillas rociadoras para encontrar boquillas obstruidas, rotas o faltantes. Para las torres de flujo cruzado, el taponamiento de las perforaciones de la plataforma del distribuidor por materiales sólidos o algas puede causar una mala distribución.
Normalmente, los sistemas de recirculación están diseñados con múltiples bombas para que el caudal de agua pueda ajustarse según los cambios de temperatura estacionales. Además, en las torres multicelda típicas, las celdas pueden colocarse o retirarse del servicio según los requisitos de enfriamiento.
Ventiladores
Como se señaló anteriormente, la mayoría de las torres de enfriamiento grandes han inducido ventiladores de tiro. Los aspectos importantes de los ventiladores más allá del tamaño y la potencia del motor incluyen la velocidad del ventilador y el paso de la hoja. El flujo de aire del ventilador puede detenerse si los ajustes del ventilador no están configurados correctamente. El monitoreo y el mantenimiento regulares son importantes. Los ventiladores pueden desequilibrarse y desalinearse por la acumulación de depósitos que salen con la columna. Las cajas de engranajes son otro elemento que requiere inspección regular y monitoreo del lubricante.
Una disposición no poco común es el control del ventilador de doble velocidad, o tal vez incluso mayor flexibilidad con el control del variador de frecuencia (VFD). Por lo tanto, en lugar de colocar una celda o celdas dentro o fuera de servicio para ajustar la carga o los cambios de temperatura del aire ambiente, se puede modificar la velocidad del ventilador. Este ajuste puede ser especialmente beneficioso durante el invierno para minimizar el glaseado. También en ese sentido, el lector podría recordar que algunos de los diagramas de torre anteriores en este capítulo mostraron rejillas de entrada. Estos se pueden ajustar para modificar el flujo de aire.
Breve descripción general de las torres de enfriamiento de tiro natural
A lo largo de varias décadas del siglo pasado, las torres de enfriamiento hiperbólicas a menudo se seleccionaban en grandes plantas de energía porque podían incorporarse a los costos generales de la planta y no requerían ventiladores.
Como indica la figura, las torres hiperbólicas son estructuras muy grandes y altas; fabricadas con concreto. El diseño permite el flujo de aire natural (desde cualquier dirección) y la estabilidad estructural. El público a menudo confunde las torres hiperbólicas con plantas de energía nuclear cuando no hay nada “nuclear” sobre las torres, algunas de las cuales se instalaron en grandes plantas de carbón. Casi no se han erigido torres hiperbólicas en los Estados Unidos en las últimas décadas, y no se analizarán más en este libro.
Transferencia de calor de la torre de enfriamiento
A medida que el aire pasa a través de una torre de enfriamiento, induce la evaporación. El agua que se evapora consume una gran cantidad de energía durante el cambio de estado de líquido a gas. Esto se conoce como el calor latente de la vaporización, que a nivel del mar suele ser de alrededor de 1000 Btu/lb. Por lo tanto, las torres de enfriamiento eliminan mucho calor del agua recirculante por una pequeña cantidad de evaporación.
Un concepto importante para comprender la transferencia de calor de la torre de enfriamiento es la temperatura de la “bombilla húmeda”. Considere estar al aire libre, pero a la sombra, en un día de 90 °F con una humedad relativa del 40 %. Un termómetro estándar diría 90°, que es la temperatura de la “bombilla seca”. Ahora, imagine si colocamos otro termómetro junto al termómetro de bulbo seco, pero en este caso hemos envuelto un trozo de tela empapado alrededor del bulbo del segundo termómetro, y hemos colocado ambos en una unión giratoria de manera que los termómetros puedan girarse muy rápidamente a través del aire. Este instrumento, un dispositivo simple y común, se conoce como psicrómetro de eslinga.

Después de un corto tiempo, el termómetro de bulbo seco seguirá leyendo 90 °F, pero el otro termómetro indicará 71.2 °F. Esta última lectura es la temperatura del bulbo húmedo y es la temperatura más baja que se puede lograr mediante enfriamiento por evaporación. Los psicrómetros modernos se aspiran mecánicamente (los ventiladores mueven el aire a través de la mecha húmeda) y son aún más precisos.
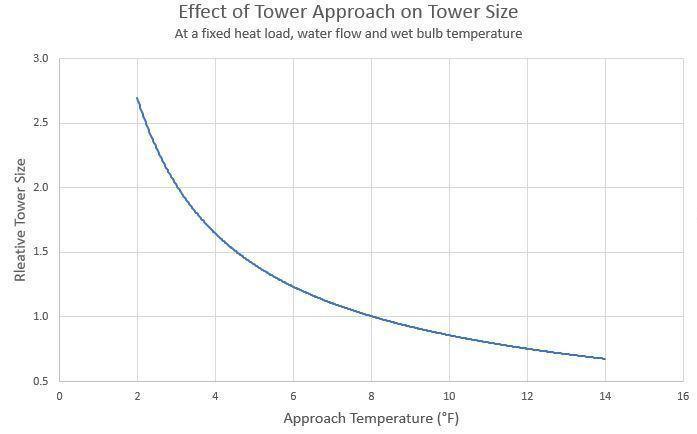
No importa cuán eficiente sea, una torre de enfriamiento nunca puede enfriar el agua recirculante a la temperatura del bulbo húmedo y, en algún momento, los costos y los requisitos de espacio limitan el tamaño de la torre de enfriamiento. La separación en la temperatura entre el agua helada y el valor de bulbo húmedo se conoce como el enfoque.
A continuación, se ilustra una representación gráfica del rango y el enfoque, reproducidos de la Referencia 1. Obviamente, estos valores serán variables en la amplia gama de condiciones en las que operan las torres de enfriamiento.
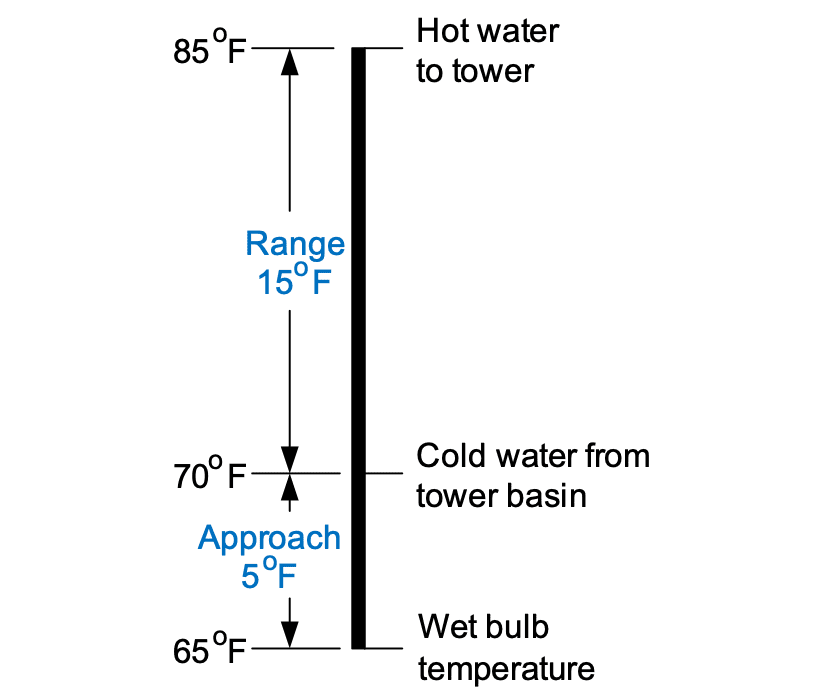
El enfoque más cercano a la temperatura del bulbo húmedo que se puede alcanzar económicamente con una torre moderna es de aproximadamente 4 °F, con un valor típico de 10 °F.
Los datos necesarios para calcular la transferencia de calor mediante enfriamiento por aire y evaporación se han compilado en un gráfico conocido como gráfico psicrómico. A continuación se muestra una versión.
Las tablas psicocrómicas contienen una gran cantidad de datos y, a veces, pueden ser difíciles de interpretar. El Apéndice 6-1 describe cómo evaluar estos datos.
La referencia 8 proporciona un ejemplo directo de cómo calcular la evaporación de la torre de enfriamiento a partir de datos psicrómicos, pero hay una ecuación más simple disponible que proporciona buenas aproximaciones.
E = ( * R * ΔT)/1000 | Eq. 6-1
E = Evaporación en gpm
R = Velocidad de recirculación en gpm
ΔT = Diferencia de temperatura (rango) entre el agua circulante caliente y fría (o F)
= Factor de corrección que representa la transferencia de calor evaporativo y sensible, donde (promedio) a menudo se considera de 0,75 a 0,80, pero aumentará en verano y disminuirá en invierno.
El factor de 1000 es el calor latente aproximado de vaporización (Btu/lb) de agua en condiciones ambientales.
Como ilustración de este cálculo, considere una torre de enfriamiento en las siguientes condiciones:
- R = 150,000 gpm
- ΔT = 15o F
- = 0,80
Para estos parámetros, E = 1800 gpm. Por lo tanto, el enfriamiento requerido se logra mediante solo el 1.2 % de evaporación del agua recirculante, con un 20 % de transferencia de calor sensible.
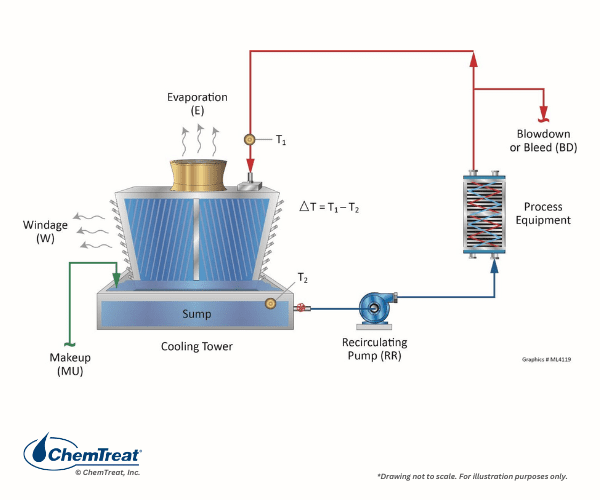
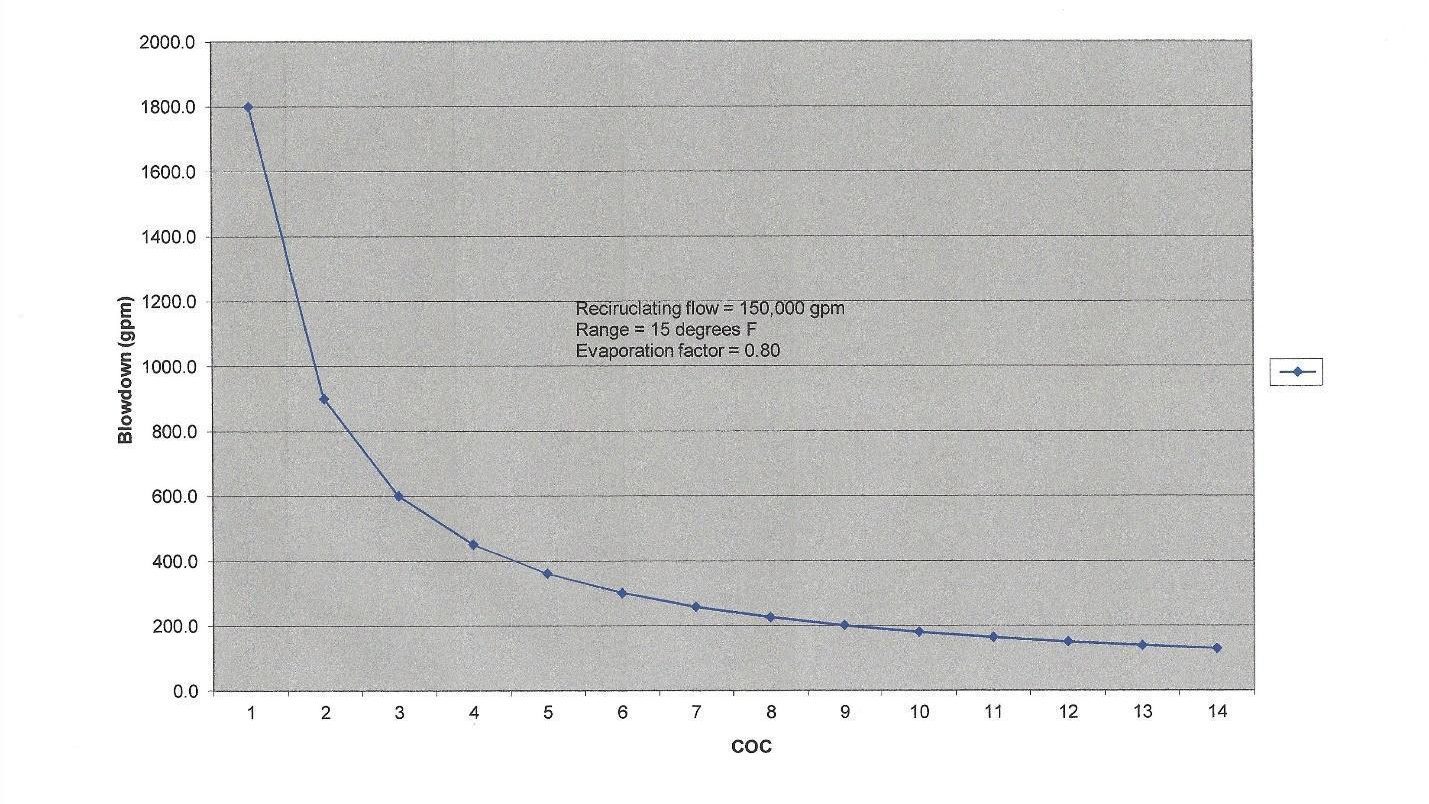
Un aspecto crítico del funcionamiento de la torre de enfriamiento y del tratamiento del agua de enfriamiento es que la evaporación provoca un aumento en las concentraciones de sólidos disueltos y suspendidos. El vernacular común en la industria para el factor de concentración son los ciclos de concentración (COC). El COC puede monitorearse comparando los niveles de un ion muy soluble, tal como cloruro, en el agua recirculante (R) y el maquillaje (MU). Sin embargo, este procedimiento requiere análisis de laboratorio. Un sustituto típico es el monitoreo de conductividad específico en línea de las dos corrientes, que puede programarse para purgar automáticamente algo de agua recirculante cuando se concentra demasiado. Un rango de COC común es de 4 a 6. Los ahorros de agua al aumentar la purga más allá de este rango se vuelven mínimos, como muestra claramente el siguiente gráfico.
El COC, o tal vez con mayor precisión, el COC permitido, varía de una torre a otra según muchos factores, entre ellos, la química del agua de aporte, la carga de calor, la efectividad de los programas de tratamiento químico y las posibles restricciones en la calidad o cantidad de la descarga de agua. En lugares áridos, es posible que el COC deba ser alto, pero el control químico se vuelve más difícil.
Se dispone de un conjunto directo de ecuaciones para calcular razonablemente los requisitos de purga (BD) y composición de una torre cuando se conoce la evaporación y se ha determinado el COC permitido.
BD = E/(COC – 1) | Eq. 6-2
MU = E + BD + D + L | Eq. 6-3
Con respecto a la Ecuación 6-3, ya se ha observado que parte del agua escapa de la torre como deriva (D), pero en las torres con eliminadores de deriva de última generación, la deriva es bastante pequeña. Las fugas en el sistema de enfriamiento se denominan pérdidas (L), que también contribuyen a la purga. En sistemas más antiguos, las fugas por corrosión de tuberías y otros equipos pueden ser significativas.
El Capítulo 7 analiza las tecnologías de tratamiento de agua para controlar el sarro y la contaminación en las torres de enfriamiento y los sistemas que suministran, pero la siguiente sección describe un método físico para el control de sólidos suspendidos.
Filtración de flujo lateral
Los sólidos suspendidos ingresan a las torres de enfriamiento a través del agua de aporte y como polvo y otros residuos transportados por el aire. Un excelente ejemplo de este último en muchos lugares son las semillas de madera de algodón, que ensucian fácilmente los filtros de equipos en línea. Al igual que con los sólidos disueltos, las partículas “se acumulan” en el agua recirculante y pueden asentarse en áreas de baja velocidad del sistema de enfriamiento, incluida la cuenca de la torre.
La filtración lateral puede eliminar eficazmente los sólidos suspendidos en sistemas de enfriamiento abiertos y cerrados. La Figura 6.25 muestra dos ubicaciones de filtro comunes.
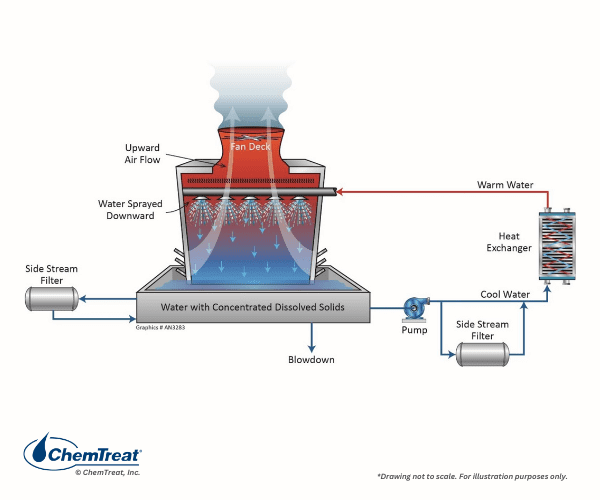
La siguiente tabla describe cuatro de las tecnologías de filtro de flujo lateral más comunes.
Tabla 6-2. Tecnologías Sidestream
Fuente: Filtración lateral para torres de enfriamiento (energy.gov)
| Tipo de filtro | Nivel de eliminación de partículas | Mecanismo básico de filtrado | Aplicaciones | Notas |
| Separador centrífugo | 40–75 micrones, inorgánicos finos a gruesos con una gravedad específica de 1,62 o mayor | El agua de alta velocidad se alimenta en un patrón circular que [fuerza] partículas más pesadas hacia abajo y fuera del sistema | Ideal para eliminar partículas grandes y pesadas | Se requiere mantenimiento mínimo |
| Filtro de pantalla automático | Hasta 10 micrones | El agua fluye a través de una pantalla rígida, donde las partículas grandes quedan atrapadas y luego se retiran del sistema | Lo mejor para sistemas que no se pueden interrumpir, como procesos industriales y hospitales | El mecanismo de autolimpieza es automático y requiere poco tiempo de inactividad |
| Filtro de disco de plástico | Hasta 10 micrones | Las placas ranuradas y apiladas atrapan partículas a medida que el agua se mueve a través de los discos | Adecuado cuando se requiere la eliminación de sólidos y orgánicos | El mecanismo de autolimpieza es automático y requiere poco tiempo de inactividad |
| Filtros de arena | Hasta 10 micrones para filtros de arena a presión; hasta 0,45 micrones para filtros de arena de alta eficiencia | Capas de partículas granuladas de la trampa de arena | Ideal para aplicaciones que requieren la eliminación de partículas finas y de baja densidad | Es posible que se necesite una alimentación complementaria de cloro porque los filtros de arena pueden promover el crecimiento microbiológico |
A continuación se muestra un filtro de arena a presión.
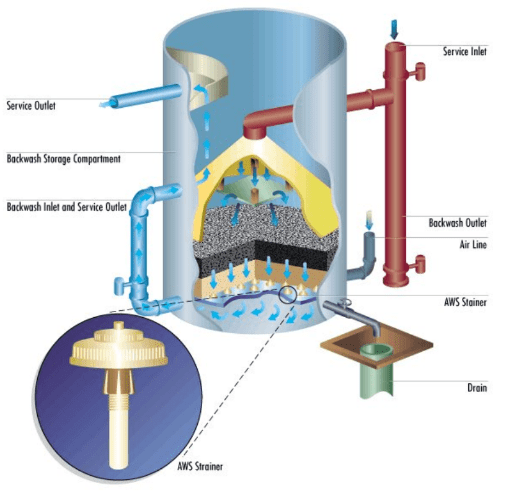
Elegir el método de filtración óptimo puede requerir una evaluación cuidadosa de las fuentes de partículas y el alcance del ingreso.
Una nota sobre el monitoreo del rendimiento de la torre
Además de las inspecciones visuales periódicas de los componentes de la torre de enfriamiento para detectar incrustaciones, contaminación o daños, es importante realizar análisis de datos operativos regulares para garantizar un rendimiento confiable de la torre. La siguiente lista describe datos importantes para cada prueba.
- Velocidad y dirección del viento (medida a favor del viento de la torre en un lugar sin obstrucciones)
- Devuelva el flujo de agua en el/los cabezal(es) primario(s) a la torre. (Esta medición fue difícil, pero la nueva tecnología del medidor de flujo permite una precisión mucho mayor).
- Temperatura del agua fría en las bombas circulantes en la cuenca de la torre y temperatura del agua de retorno caliente en la entrada a la torre.
- Consumo de energía en bombas y ventiladores.
- Cálculos psicrómicos que incorporan la temperatura y la humedad del aire para calcular las temperaturas de bulbo húmedo y proporcionar otros datos para los requisitos del código de prueba.
También se recomiendan evaluaciones integrales periódicas por parte de un proveedor de buena reputación. El Cooling Technology Institute puede proporcionar información sobre firmas calificadas.
Alternativas de la torre de enfriamiento
A lo largo de las décadas, han surgido varias modificaciones en la torre de enfriamiento o tecnologías totalmente alternativas. Si bien un análisis detallado de estas alternativas está más allá del alcance de este capítulo, en las siguientes secciones aparece una descripción general de algunas de las más importantes.
Condensadores evaporativos
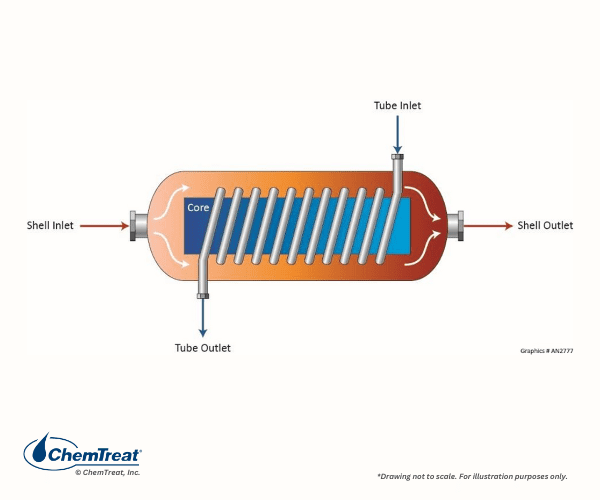
Un condensador evaporativo (consulte la Figura 6.27 a continuación) consiste en una torre de enfriamiento convencional con un intercambiador de calor desnudo (sin carcasa exterior) ubicado dentro de la torre.
Colocar el condensador dentro de la torre de enfriamiento reduce el espacio necesario para enfriar el refrigerante en un sistema de aire acondicionado de la enfriadora. Sin embargo, esta disposición presenta desafíos para minimizar la corrosión y la deposición en los tubos. La limpieza del intercambiador de calor puede ser bastante difícil, especialmente los tubos interiores dentro de un paquete.
Con estas unidades es importante el diseño y la posición adecuados del cabezal de rociado para distribuir uniformemente el agua sobre los tubos. La inspección y el mantenimiento regulares de las boquillas de los cabezales de pulverización es importante.
Una variación de este diseño es el enfriador de aire de superficie húmeda (WSAC®), como se muestra en la Figura 6.28.
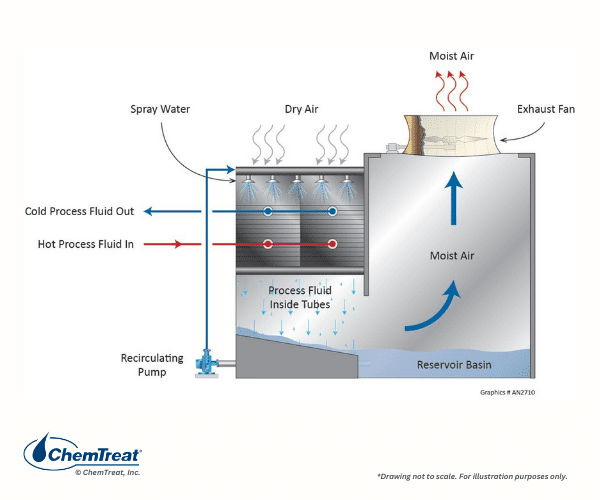
El agua de enfriamiento y el aire se desplazan simultáneamente en este diseño, donde la configuración proporciona una gran superficie para enfriar y reduce la cantidad de agua perdida por evaporación.
Condensadores refrigerados por aire
Los condensadores refrigerados por aire (ACC) fueron diseñados originalmente para el enfriamiento por vapor de escape de turbinas de plantas de energía en aplicaciones áridas, pero ahora se están adoptando en otros lugares.

Estas unidades utilizan aire ambiente para enfriar y, por lo tanto, la condensación de vapor se realiza únicamente mediante transferencia de calor sensible.
Como se ilustra en la Figura 6.30, los ACC deben ser bastante grandes para proporcionar el enfriamiento necesario. Esto se entiende fácilmente comparando la densidad y la capacidad de calor del aire con el agua. Además, los ACC solo pueden enfriar el vapor a temperaturas que se aproximan al bulbo seco al aire ambiente, no al bulbo húmedo. Por lo tanto, durante los meses cálidos, la eficiencia de la turbina es significativamente menor que para una unidad comparable con una torre de enfriamiento y condensador enfriado por agua.
Un primo más pequeño de este proceso, el enfriamiento por ventilador de aletas se utiliza en muchas plantas para el acondicionamiento de agua líquida y flujos de proceso.

Estos enfriadores generalmente tienen muchos tubos de diámetro pequeño, que pueden obstruirse con sólidos si el control químico es inadecuado.
Lavadoras de aire
Hay lavadoras de aire presentes en algunas industrias, p. ej., fábricas giratorias textiles, para controlar la temperatura y la humedad del aire, y para maximizar la producción y eliminar partículas del aire.
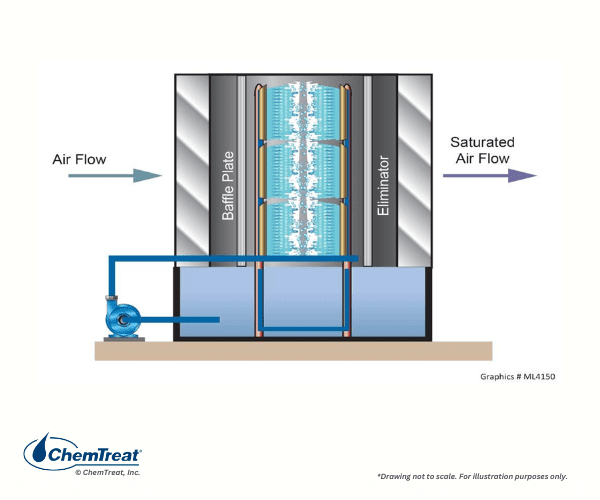
Durante el verano, cuando se mejora la evaporación, las unidades pueden funcionar como un sistema de paso único. En invierno, el proceso puede revertirse un poco para abrir la recirculación como una torre de enfriamiento, que requiere purga.
Enfriamiento de agua de circuito cerrado
Muchas plantas tienen numerosos intercambiadores de calor que están integrados dentro de uno o más sistemas de agua de enfriamiento cerrados. Estos intercambiadores de calor auxiliares “cerrados” rechazan el calor al sistema de enfriamiento de recirculación abierto primario.
El término sistema de agua de enfriamiento cerrado es un poco un error, ya que prácticamente todos los sistemas tienen fugas o pequeñas pérdidas en algún lugar que requieren aporte. (Si se ha producido corrosión grave, estas pérdidas pueden ser significativas). Un sistema cerrado se define básicamente como un bucle que tiene poca o ninguna evaporación, y donde los requisitos de maquillaje no exceden
5 a 15 % del volumen cada año.
Los sistemas a menudo están diseñados con un tanque de cabeza para la composición del agua y para absorber los cambios de volumen por temperatura y fluctuaciones de carga. Esta disposición puede permitir que el oxígeno ingrese al agua de enfriamiento, lo que, por supuesto, influye en el potencial de corrosión. Algunos sistemas cerrados pueden tener un tanque de expansión presurizado o de vejiga para mantener una presión de agua constante. Los recipientes o tanques de maquillaje a menudo se ubican en el punto más alto de un circuito cerrado para servir como salida de liberación de aire para gases no condensables que de otro modo podrían acumularse en el sistema y pueden causar corrosión y cavitación de la bomba.
Algunos ejemplos de aplicaciones de enfriamiento cerrado industriales y comerciales incluyen:
- Cojinetes de la bomba
- Aceite lubricante
- Soldadores automatizados
- Enfriadores de fundición de metal
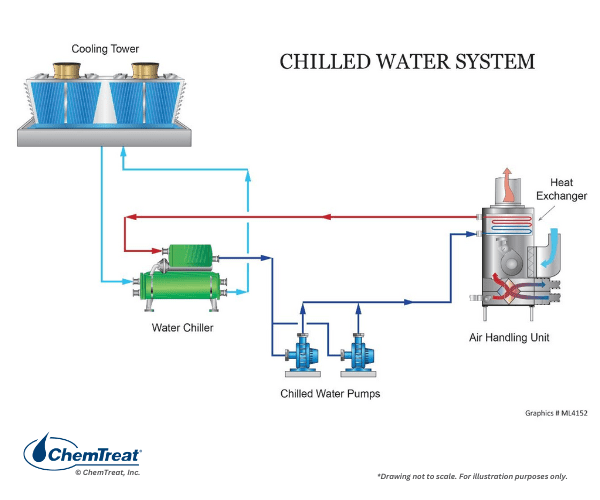
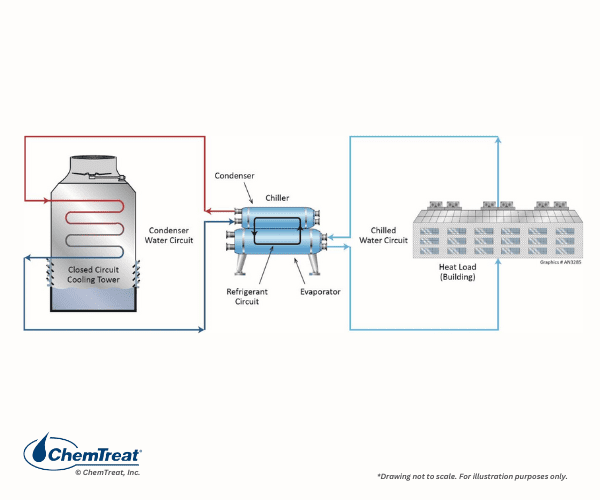
- Sistemas de agua helada
La siguiente figura muestra el esquema de un sistema básico de agua helada.
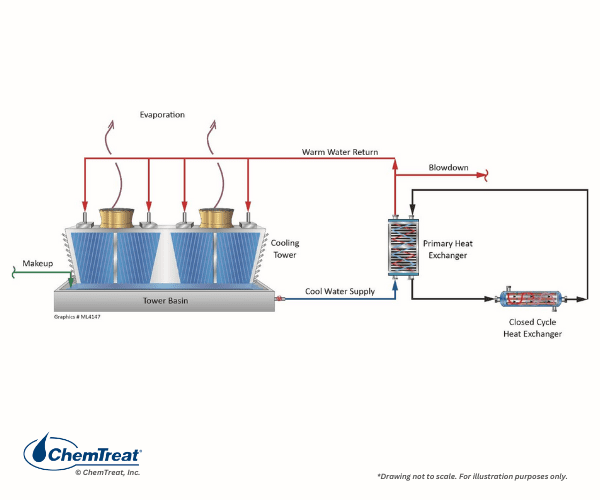
A continuación se muestra una variación de este diseño, con una torre de enfriamiento cerrada que sirve como circuito de enfriamiento primario.
La mayoría de los sistemas cerrados están equipados con un pequeño alimentador de ollas de corriente lateral que tiene válvulas de aislamiento de entrada y salida para la alimentación química por lotes. Una mejora es una combinación de alimentador y filtro de corriente lateral para eliminar aquellos productos de corrosión metálica que inevitablemente se forman durante la operación. Un filtro puede ser particularmente valioso para algunas aplicaciones. Un ejemplo son los ancianos automatizados en las plantas de ensamblaje de automóviles, que tienen líneas de enfriamiento serpentina de pequeño calibre en los cabezales de soldadura. La acumulación de partículas (y la contaminación o descamación) puede ser muy problemática.
Como se cubrirá con mayor detalle en el Capítulo 7, algunos circuitos de agua cerrados requieren agua de aporte de alta pureza, es decir, condensado. Un ejemplo es un enfriador de fundición continua de la fábrica de acero donde la velocidad de transferencia de calor es extremadamente grande (106 Btu/ft2/h). La corrosión o contaminación que restringe la transferencia de calor puede ser extremadamente perjudicial y peligrosa si se produce una “ruptura” del acero fundido durante el proceso de fundición.
Sistemas de almacenamiento de energía térmica
Una técnica utilizada en algunas instalaciones municipales de calefacción y refrigeración central es el almacenamiento de energía térmica (TES).
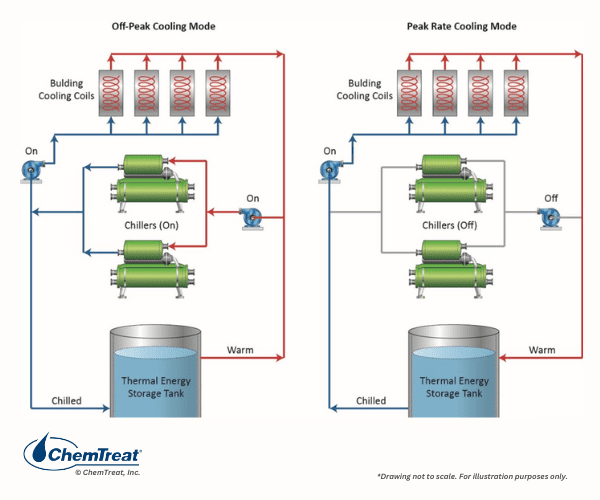
Los medios refrigerados pueden ser agua, hielo o incluso salmuera congelada, con capacidades de almacenamiento quizás en millones de galones. El agua se enfría por la noche durante la demanda eléctrica fuera del pico cuando los costos de energía son más bajos.
Sistemas cerrados de agua caliente
Los bucles cerrados de agua caliente se emplean ampliamente para generar calor. Una serie de configuraciones son posibles, muchas con retorno de agua al calentador, lo que mejora la eficiencia. A menudo, en grandes instalaciones industriales, el agua caliente se utiliza para la transferencia de energía entre procesos industriales. Por ejemplo, en las unidades de craqueo de etileno, un intercambiador de calor cerrado apaga el gas de etileno craqueado y luego transfiere el calor a la materia prima de alimentación de hidrocarburos entrante. Este bucle térmico en particular se denomina “cinta de agua caliente”. El agua enfriada del intercambiador de calor de hidrocarburos regresa a la galleta de etileno.
Intercambiadores de calor
Las secciones anteriores de este capítulo examinaron un intercambiador de calor muy grande en muchas plantas, la torre de enfriamiento. Y el Capítulo 4 cubrió otro conjunto de grandes intercambiadores de calor, calderas de vapor. En las siguientes secciones, examinaremos otros intercambiadores de calor enfriados por agua y las propiedades fundamentales de transferencia de calor.
La transferencia de calor a menudo se describe como el transporte de energía y entropía de un punto a otro. Al diseñar un sistema de transferencia de calor, los costos de ingeniería y construcción deben equilibrarse con los costos operativos y de mantenimiento. A veces, las aleaciones costosas o el tamaño generoso del equipo valen el costo adicional de prolongar la vida útil de la unidad y aumentar la eficiencia. En otros casos, los materiales simples y el diseño pueden ser perfectamente satisfactorios.
Equipo de intercambiador de calor
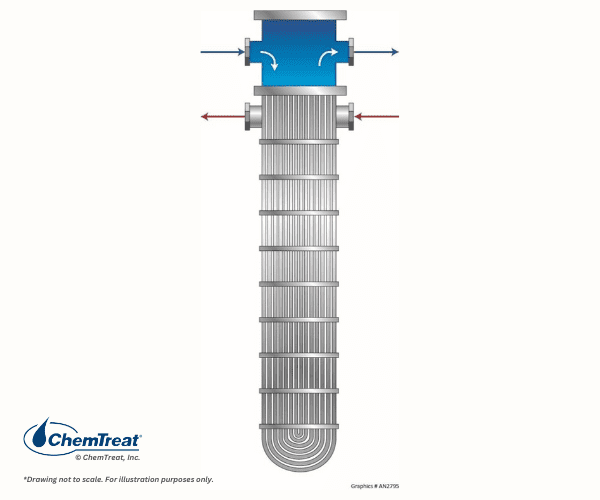
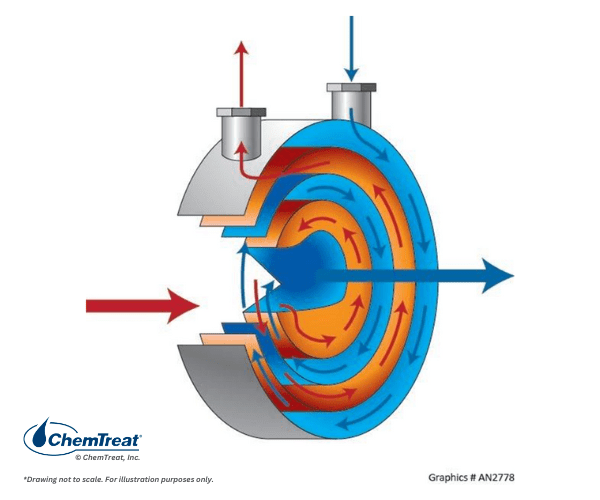
Quizás el diseño más común del intercambiador de calor es la configuración de carcasa y tubo. A continuación se muestra un intercambiador de dos pasos con doble curva en U.
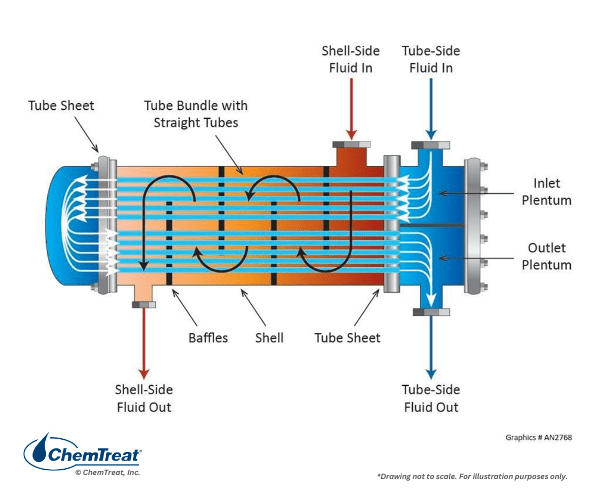
Tales intercambiadores son comunes para la transferencia de calor de líquido a líquido cuando solo uno o ninguno de los fluidos es agua. Este manual, con su enfoque en el tratamiento del agua, considera a los intercambiadores con agua como el refrigerante principal y dónde se encuentra el flujo de agua a través de los tubos con el fluido del proceso en las superficies externas del tubo. El diseño de la Figura 6.37 es cocorriente con el refrigerante y el fluido del proceso que fluye en la misma dirección. Observe las placas deflectoras en el intercambiador para mejorar la mezcla de flujo y la transferencia de calor. Los intercambiadores de calor de dos pasos son populares porque pueden proporcionar mayor enfriamiento en una cantidad de espacio menor que los enfriadores de un solo paso.
A continuación se muestra un intercambiador de calor de contraflujo.
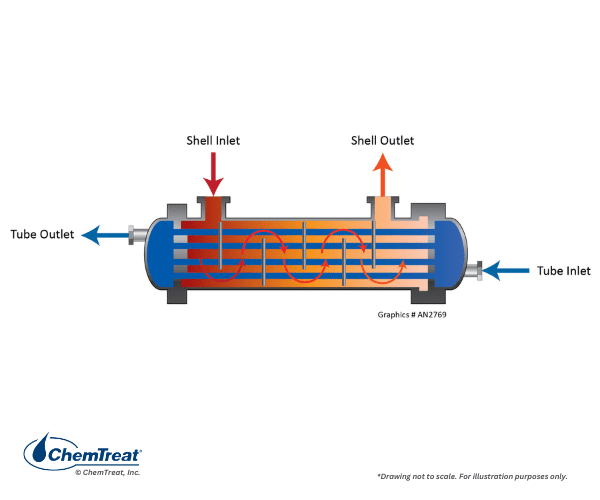
Este diseño a menudo se prefiere debido a la menor tensión térmica en el equipo, ya que el agua de enfriamiento se calienta considerablemente antes de entrar en la zona de mayor calor.
Una variación interesante en este diseño es el condensador de superficie de vapor, que era tan prominente en grandes plantas de carbón y energía nuclear, y que aún prevalecen en muchas plantas de energía de ciclo combinado.
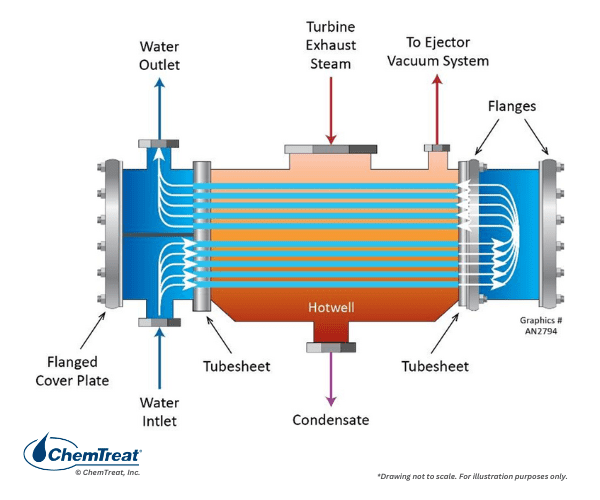
El vapor de escape de la turbina entrante generalmente es (y debe ser) de 90 % o mayor calidad. El intercambiador de calor, con miles de tubos, convierte el vapor en líquido para devolverlo a la caldera. La condensación mejora la eficiencia termodinámica del proceso de generación de energía en casi un tercio. Sin embargo, la condensación genera un vacío muy fuerte cuando el vapor colapsa hasta convertirse en agua. El fuerte vacío atrae aire incluso en las aberturas más pequeñas de la carcasa del condensador u otros puntos. Si se permite que el aire se acumule, recubrirá los tubos y reducirá en gran medida la transferencia de calor. Por lo tanto, los condensadores de superficie típicamente están equipados con un compartimento de extracción de aire que se agota continuamente mediante bombas de vacío.
Las plantas de carbón más antiguas a menudo tenían intercambiadores de carcasa y tubo alineados verticalmente para el calentamiento del agua de alimentación. Esta orientación es práctica cuando el espacio horizontal es limitado.
Los sólidos suspendidos en el agua pueden acumularse en la parte inferior de un intercambiador de calor vertical si el flujo es insuficiente para mantener los sólidos en suspensión. Puede ser necesario retirar periódicamente los depósitos para evitar que los tubos se bloqueen con material.

IDENTIFICAR Y ABORDAR LOS PROBLEMAS DE RENDIMIENTO DEL CONDENSADOR EN UNA PLANTA DE ENERGÍA ALIMENTADA CON CARBÓN
Materiales del intercambiador de calor
Para los intercambiadores de calor de carcasa y tubo refrigerados por agua, la carcasa suele ser de acero al carbono, con materiales de mayor grado para los tubos. En un condensador de vapor, los posibles materiales de los tubos incluyen latón admirable (70% cobre, 29% zinc con elementos adicionales menores), 90-10 cobre-níquel, 70-30 cobre-níquel y, más recientemente, los aceros inoxidables de la serie 300. Para sistemas con agua de enfriamiento que tienen altas concentraciones de cloruro, titanio o aceros inoxidables superferríticos como SeaCure® son materiales de tubos comunes. Los intercambiadores de calor en refinerías y plantas químicas pueden requerir aleaciones especiales debido a agentes corrosivos específicos y altas temperaturas dentro de los flujos del proceso. Los sulfuros pueden ser bastante corrosivos para muchos metales. Los ácidos fuertes o cáusticos pueden requerir un manejo especial. La lista es extensa.
Otros diseños de intercambiadores de calor
Otro diseño común es el intercambiador de calor de placa y marco.

Estas unidades ofrecen una huella más pequeña y un costo más bajo que los intercambiadores de carcasa y tubo. La siguiente figura ilustra una ruta de flujo básica.
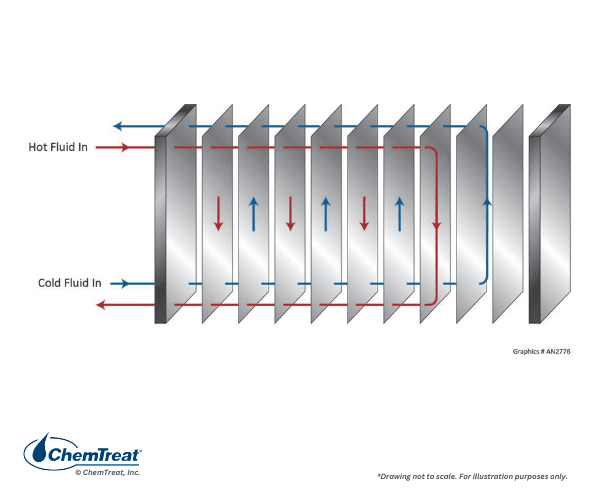
Una desventaja es que las placas muy espaciadas proporcionan ubicaciones para velocidades de fluido bajas que permiten que los sólidos suspendidos se asienten. Algunos intercambiadores pueden tener placas corrugadas para mejorar la mezcla de fluidos, lo que puede presentar desafíos de limpieza que requieren el desmontaje del intercambiador.

El acero inoxidable es un material común para los intercambiadores de placas, pero es posible que se requieran materiales más exóticos en aplicaciones de alto estrés o corrosivas.
Otros intercambiadores de calor pueden ser espirales o helicoidales. A continuación se muestra un diagrama de cada uno.
Estos intercambiadores de calor se emplean para aplicaciones especiales no cubiertas en este manual.
Las figuras anteriores ilustran intercambiadores de calor que proporcionan un límite físico entre dos fluidos. En algunas aplicaciones, no existe ningún límite. Un ejemplo principal es la inyección directa de vapor. Luego, el vapor se recupera como condensado más adelante en el proceso. Sin embargo, el condensado puede contener cualquier cantidad de impurezas que requieran eliminación antes de regresar a la caldera.
Fundamentos de la transferencia de calor
Los tres modos generales de transferencia de calor son convección, conducción y radiación. Estos se analizan en el Capítulo 4. Para la mayoría de los intercambiadores de calor descritos anteriormente, la conducción y la convección son los principales métodos de transferencia de calor. Las matemáticas de la transferencia de calor pueden ser bastante complicadas, especialmente al diseñar sistemas. Sin embargo, es posible comprender mucho a partir de cálculos directos: “Cuando el calor fluye de un fluido a otro a través de un muro de contención sólido, la cantidad total de calor transferido puede expresarse de la siguiente manera:
(Q/t)total = U*A*ΔTtotal | Eq. 6-4
- Q/t es la transferencia de calor por vez, con las unidades comunes en inglés de Btu/h.
- U es el coeficiente de transferencia de calor (Btu/(hr) (ft2) (o F)
- A es el área de superficie (pies2) de los tubos o placas a través de los cuales se transfiere el calor.
- ΔT es la diferencia de temperatura entre los dos fluidos. Esto generalmente se calcula como la “diferencia de temperatura media logarítmica” (log mean temperature difference, LMTD), que explica con mayor precisión el cambio en la temperatura de los dos fluidos a lo largo de la longitud del intercambiador de calor.
- LMTD = (Δt2-Δt1)/ln(Δt2/Δt1)
La variable clave en la Ecuación 6-4 es U. Cuando el fluido fluye a través de un tubo, tubería o a lo largo de una placa, incluso si el flujo a granel es turbulento, se forma una subcapa laminar delgada en la superficie del material. Esta película influye en la transferencia de calor. En consecuencia, para una superficie limpia, la ecuación para U se convierte en:
1/U = 1/h′ + 1/h′′ + xw/k | Eq. 6-5
- h′ es el coeficiente de película para el primer fluido (Btu/(h) (ft2) (o F)
- h′′ es el coeficiente de película para el segundo fluido (Btu/(h) (ft2) (o F)
- xw es el grosor de la pared o placa del tubo
- k es la unidad de coeficiente de transferencia de calor del material (Btu/(h) (ft2) (o F/ft)
Un excelente ejemplo de transferencia de calor del vapor que se condensa en una tubería de acero al carbono de 2”, Programa 40, se describe en la Referencia 11. Todos los detalles no se repiten aquí, pero vale la pena destacar que h′ (película de agua) se proporciona como 500 Btu/(h) (ft2) (o F), h′′ (lado de vapor) se proporciona como 2,000 Btu/(h) (ft2) (o F), y xw/k es 0.00046 (h) (ft2) (o F)/Btu, donde k para acero al carbono se indica como 26 Btu/(h) (ft2) (o F/ft). Tomar la inversa de los primeros dos y sumar estos números al tercer valor (y ajustar ligeramente para las diferencias de área de superficie de tubería interna y externa) da un valor U de 346 Btu/(h) (pies2) (o F). Para este ejemplo particular, con una sola tubería de 10 pies de largo y LMTD de 91 oF, según la Ecuación 6-4, la transferencia de calor al agua de enfriamiento es de 170,000 Btu/h.
Una observación clave de este ejemplo es que la transferencia de calor a través del lado del vapor y la pared de la tubería son aproximadamente equivalentes, pero que la transferencia de calor a través de la película de agua es considerablemente menor. Por lo tanto, los intercambiadores de calor a menudo se diseñan para maximizar el flujo turbulento (dentro de las restricciones sobre los requisitos de bombeo y la resistencia del metal a la corrosión por erosión) para reducir el grosor de la subcapa laminar. Para los intercambiadores con líquido a ambos lados de los tubos o placas, la resistencia a la transferencia de calor de la película aumenta. Estos factores son muy importantes al diseñar la unidad. Si el fluido del proceso no es agua o vapor, los cálculos se vuelven más complejos.
Un criterio muy importante para seleccionar los materiales del intercambiador de calor es la conductividad térmica. Los datos a continuación ofrecen algunos valores seleccionados de materiales comunes del intercambiador de calor.
Tabla 6-3. Conductividades térmicas de algunos materiales comunes del intercambiador de calor.
Información proporcionada por Dan Janikowski, Plymouth Tube Company según los datos del Heat Exchange Institute (HEI).
| Metal | Conductividad térmica a 68 o F(o cerca) (Btu/(h) (pies2) (o pies/pies) |
| Acero al carbono | 27.5 |
| Latón Admiralty (70 Cu, 29 Zn) | 64 |
| 90-10 Cu-Ni | 26 |
| 70-30 Cu-NI | 17 |
| Acero inoxidable 304 y 304L | 8.6 |
| Acero inoxidable 316 y 316L | 8.2 |
| Titanio (grado 2) | 12.7 |
La tabla ilustra la gran variedad de conductividades térmicas y claramente ilustra la conductividad mucho más alta del latón admirable en comparación con el acero al carbono y especialmente el acero inoxidable. (Existe una advertencia en este sentido, como se describirá en breve). Por esta razón, a mediados del siglo pasado, el bronce admirable fue una selección común para los tubos condensadores y calentadores de agua de alimentación en las unidades de potencia alimentadas por carbón. Fueron posibles paredes de tubos gruesos; diseñadas para proporcionar una larga vida útil. Sin embargo, se hizo cada vez más evidente que la corrosión gradual del cobre permitió el transporte de los productos de corrosión a las turbinas de vapor, que se depositaron en las palas de la turbina y redujeron la eficiencia. Muchos miembros del personal de la planta reemplazaron los tubos de admiración con acero inoxidable para eliminar este problema. Lamentablemente, cuando se realizó esta modificación en algunos condensadores, los tubos de acero inoxidable comenzaron a sufrir corrosión inducida microbiológicamente (MIC) en el lado del agua. Los iones de cobre que se filtraron de los tubos de admiración fueron tóxicos para los microbios, mientras que el acero no ofreció la misma protección. Este es otro ejemplo que muestra la importancia de hacer coincidir las características de corrosión del metal con las condiciones del proceso y se tratará con más detalle en el Capítulo 7.
La advertencia mencionada anteriormente es que se desarrolla una capa de óxido en muchos metales durante el servicio. La capa puede ser más o menos protectora dependiendo del ambiente y del metal. Las aleaciones de cobre forman una pátina de óxido, que es considerablemente más aislante que el metal base. Este es otro factor que debe considerarse durante el diseño del intercambiador de calor.
Expandiendo la Ecuación 6-5, la siguiente ecuación ilustra la influencia de la deposición a cada lado de la superficie metálica.
1/U = 1/h′ + 1/h′′ + xw/k + 1/h′d + 1/h′′d | Eq. 6-6
Los últimos dos términos representan la formación de sedimentación o película a cada lado de la pared o placa del tubo.
Los depósitos minerales y microbiológicos tienen coeficientes de transferencia de calor bajos, como se muestra en la tabla a continuación.
Tabla 6-4. Conductividad térmica de tres depósitos comunes del lado del agua.
Información proporcionada por Dan Janikowski, Plymouth Tube Company.
| Incrustante o incrustante | Conductividad térmica(Btu/(h) (pies2) (o F/pies) |
| Carbonato de calcio | 1.25 |
| Sílice | 0.8 |
| Biopelícula o agua estancada | 0.36 |
Incluso una capa de depósito delgada reducirá significativamente la transferencia de calor. Observe la confirmación del efecto aislante de una capa de agua estancada. Las biopelículas porosas pueden inducir corrosión por debajo de los depósitos, lo que puede provocar fallas prematuras e interrupciones de la unidad.

MEJORAR EL RENDIMIENTO Y LA CONFIABILIDAD DEL INTERCAMBIADOR DE CALOR EN UNA PLANTA QUÍMICA UTILIZANDO CHEMTREAT FLEXPRO®
Cálculos adicionales del balance de calor
Cuando el calor se intercambia entre dos líquidos sin cambio de fase por ninguno de los dos, la cantidad de calor perdido por el líquido más caliente se equilibra con la obtenida por el refrigerante. El intercambio de energía es toda una transferencia de calor sensible y, sin incluir pérdidas menores, puede describirse mediante la siguiente ecuación estándar.
Q/t = ��� *Cp*∆T | Eq. 6-7
- ��� = flujo del proceso (lb/h)
- Cp = calor específico del fluido, para agua Cp = 1,0 (1 Btu/lb o F)
- ∆T = o F
Si uno de los fluidos se condensa de un vapor, entonces el calor latente (H) también se transfiere, y la Ecuación 6-7 se expande a:
Q/t = ➁*Cp*∆T + ➁*ΔH | Eq. 6-8
La importancia de la recuperación de calor latente sigue teniendo una influencia creciente en el diseño de la planta. Considere las muchas unidades a carbón construidas en el último siglo. El proceso fundamental implica la producción de vapor sobrecalentado para impulsar un generador de turbina. (Consulte el Capítulo 4). El vapor de escape de la turbina se enfría hasta convertirse en líquido en el condensador para regresar a la caldera. La condensación mejora significativamente la eficiencia termodinámica neta de la unidad, pero la mayor parte del calor latente del vapor aún se pierde en el agua de enfriamiento. Las mejores unidades de tambor solo son capaces de lograr una eficiencia neta de aproximadamente el 35 %, e incluso las unidades ultrasupercríticas más modernas pueden lograr una eficiencia de como máximo el 45 %. Las unidades de cogeneración y calor y potencia combinados (CHP) pueden lograr una eficiencia neta de hasta el 80 %. Una configuración común de cogen utiliza vapor sobrecalentado para impulsar una turbina para la producción de electricidad, pero con extracción de vapor antes de la pérdida completa de sobrecalentamiento. Los alimentadores de vapor extraídos procesan intercambiadores de calor, en los que también se utiliza el calor latente. Este esquema se está volviendo cada vez más común en las instalaciones industriales para producir electricidad internamente y maximizar la eficiencia térmica del vapor.
Monitoreo del rendimiento del intercambiador de calor (HX)
Las hojas de especificaciones son típicas para los nuevos intercambiadores de calor, y a continuación se muestra un ejemplo de la Asociación de Fabricantes de Intercambio Tubular (TEMA).
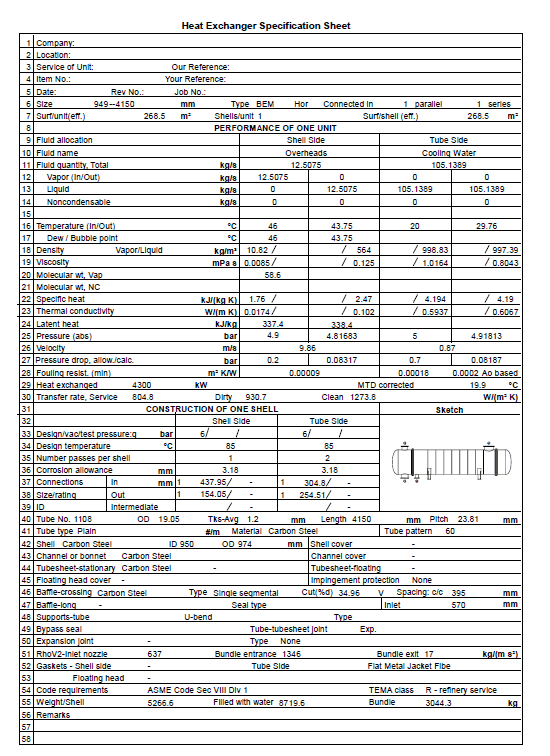
Cuando las unidades se ponen en servicio, es importante recopilar todos los datos operativos relevantes, ya que es cuando el intercambiador está en su punto más prístino con la máxima eficiencia de transferencia de calor. Por lo general, los datos no coincidirán exactamente con la hoja de especificaciones, pero sirven como referencia para el futuro. Los datos importantes para las corrientes de entrada y salida se describen en la Figura 6.46 e incluyen los siguientes:
- Temperaturas y presiones
- Caudales
- Densidades y viscosidades
- Calor específico
También son muy importantes los diagramas de flujo de proceso (PFD) precisos y los diagramas de proceso e instrumento (P&ID) que describen claramente el equipo y la tubería dentro de una operación de unidad, incluidos los caudales, las presiones y las temperaturas a plena capacidad. Para plantas como refinerías, fabricación de productos químicos y otras instalaciones similares, se necesita una gran cantidad de diagramas. Un error frecuente en muchas plantas ha sido la falta de documentación para las modificaciones de tuberías y equipos. Esto se vuelve aún más problemático cuando se realizan cambios en las tuberías subterráneas sin la documentación adecuada.
Los problemas comunes que afectan a los intercambiadores de calor de manera material y/o en cuanto al rendimiento incluyen:
- Reducción del flujo de agua de enfriamiento debido a la degradación del impulsor de la bomba u otros problemas. Las pérdidas de flujo a menudo son graduales y pueden pasarse por alto. El flujo reducido puede aumentar las temperaturas del proceso que, a su vez, causan corrosión o problemas de incrustación en el lado del proceso, e influir en la deposición y corrosión en el lado de enfriamiento.
- Ajustes manuales mal considerados en las posiciones de las válvulas de entrada y salida del HX. Una queja común que se escucha en las plantas cuando el rendimiento del equipo de repente se vuelve errático es que un “gremín” debe haber alterado el funcionamiento. La gremlina, por supuesto, es alguien de la planta que cambió un ajuste de válvula, modificó una velocidad de alimentación de la bomba o realizó algún otro cambio sin informar a nadie.
- Selección incorrecta de materiales para la aplicación
- El acero inoxidable a menudo se selecciona de manera rotulada durante el diseño del proyecto, solo para fallas rápidas inducidas por un agente corrosivo particular en el agua de enfriamiento o el fluido del proceso. Los cloruros pueden ser bastante corrosivos para los aceros inoxidables austeníticos, especialmente si se concentran debajo de depósitos como los de la contaminación microbiológica.
- A veces, el material seleccionado para la aplicación puede ser adecuado, pero los métodos de fabricación son defectuosos. Un ejemplo clásico fue la instalación de nuevos tubos de cobre-níquel 90-10 en un condensador de superficie de vapor para una aplicación única con agua cruda de un lago recreativo. Los tubos deberían haber durado décadas, pero fallaron en un plazo de 18 meses a partir de las penetraciones a través de la pared porque el fabricante utilizó un fluido lubricante que contenía sulfuros.
- Selección u operación deficiente o ineficaz del programa de tratamiento de agua (cubierto en el Capítulo 7)
- Limpieza inicial y pasivación inadecuadas (cubiertas en el Capítulo 7)
Otro error común, y especialmente en plantas con muchos intercambiadores de calor, es monitorear todos los intercambiadores superficialmente y pasar por alto los datos de las unidades individuales que sugieren un problema grave. Asignar recursos para que el personal se enfoque mejor en el funcionamiento del intercambiador de calor puede ser beneficioso para encontrar y corregir problemas antes de que se conviertan en problemas importantes.

CONFIABILIDAD Y RENTABILIDAD MEJORADAS EN UNA PLANTA QUÍMICA EN LA COSTA DEL GOLFO CON TECNOLOGÍA FLEXPRO®
Se han realizado enormes avances en el desarrollo de instrumentación en línea y algoritmos de análisis de datos para rastrear el rendimiento de los equipos, proporcionar lecturas a la sala de control y a los operadores auxiliares, y en algunos casos realizar ajustes automáticos a los equipos, como las bombas de alimentación de productos químicos para el tratamiento del agua. Los costos a menudo se pueden justificar muchas veces mediante la identificación temprana de condiciones desfavorables para permitir una acción correctiva inmediata que evite la pérdida de eficiencia o incluso la falla del equipo.
La información importante que recopilan los sistemas de datos incluye:
- Temperaturas de entrada y salida del agua de enfriamiento y del fluido del proceso.
- Un cálculo muy útil es la temperatura de aproximación, que es la temperatura de salida del proceso: temperatura del agua de enfriamiento. En muchos intercambiadores de calor, la temperatura de aproximación normalmente debe permanecer relativamente constante. Un rango común de regla de pulgar es de 8 a 20 °F. Un gran aumento sugiere problemas de flujo o contaminación. La temperatura de aproximación de un intercambiador de calor en particular es sensible y varía con la carga de calor. Por lo tanto, la tendencia de las mediciones de temperatura de aproximación se realiza mejor en las mismas o casi las mismas condiciones de carga de calor; de lo contrario, los datos deben ajustarse, es decir, normalizarse, en función de la carga de calor.
- Lecturas de termopares y termistores que activan alarmas preestablecidas, permiten el monitoreo remoto y permiten una respuesta rápida por parte del personal.
- Caudales y presiones (y diferenciales de presión). Estas mediciones identificarán los problemas de equipos a corto y largo plazo, como el mal funcionamiento de la bomba y la obstrucción de los tubos debido a grandes sólidos o contaminantes.
- Niveles de fluido y controles de nivel. Estas mediciones son importantes en una variedad de procesos de planta, desde el almacenamiento de materias primas hasta los intercambiadores de calor en los que se produce un cambio de fase.
- Por cálculo, carga de calor y datos del coeficiente de transferencia de calor. Los datos que presentan tendencias descendentes sugieren degradación de la eficiencia. Otro cálculo, la diferencia de temperatura terminal (TTD), es valioso para el monitoreo del rendimiento del condensador de superficie de vapor y se analiza en mayor detalle a continuación.
- Química del agua, incluido el pH, la conductividad específica y otros parámetros según la aplicación individual. Estos problemas se tratan en el Capítulo 7.
La siguiente y última sección proporciona detalles adicionales sobre el monitoreo del rendimiento del condensador de vapor.
La industria energética sigue experimentando muchos cambios. La generación de energía alimentada con carbón ha sufrido una pronunciada disminución en muchas áreas del mundo debido a las preocupaciones climáticas y los esfuerzos por reducir las emisiones de CO2. Además de las tecnologías de energía renovable, la generación de energía de ciclo combinado reemplaza a las unidades de carbón. Una parte significativa de la energía de ciclo combinado es producida por generadores de vapor de recuperación de calor (HRSG) y turbinas de vapor acompañantes, cuya fuente de calor es el gas de escape de la turbina de combustión. Si bien los ACC se están volviendo más comunes para el enfriamiento del escape de la turbina de vapor, muchos HRSG aún tienen condensadores refrigerados por agua. Para las plantas con estos condensadores, varias mediciones son muy eficaces para monitorear el rendimiento.

PROTECCIÓN QUÍMICA AGUA/VAPOR EN COGENERACIÓN, Y PLANTAS COMBINADAS DE CALOR Y ENERGÍA
TTD y factor de limpieza
Las tres mediciones de temperatura críticas para evaluar el rendimiento del condensador son la entrada y salida de agua refrigerante y el vapor condensado que se acumula en el pozo caliente. Por supuesto, las temperaturas de entrada y salida siempre sufrirán cambios estacionales, lo que puede enmascarar problemas. La medición clave es el TTD, que para los condensadores es la temperatura del vapor condensado menos la temperatura de salida del agua de enfriamiento. Cuando los datos del TTD se recopilan con el tiempo a una carga uniforme de la unidad, preferentemente a una carga completa, las lecturas deben permanecer estables si el condensador funciona correctamente. Los factores que impiden la transferencia de calor e inducen un aumento del TTD son la contaminación del lado del agua o la formación de incrustaciones, o el exceso de fuga de aire en el lado del vapor.
Hace años, la HEI desarrolló cálculos que utilizan las lecturas de temperatura mencionadas anteriormente junto con los datos del material del tubo condensador, la cantidad total de tubos y la cantidad de tubos obstruidos, las dimensiones del tubo, incluida la longitud, el diámetro y el grosor de la pared, la cantidad de pasadas (normalmente 1 o 2) y la tasa de flujo de agua de enfriamiento para generar lo que se conoce como factor de limpieza (CF) del condensador. El programa calcula un coeficiente de transferencia de calor (Ud) de diseño y un coeficiente de transferencia de calor (Ua) real, donde Ua/Ud * 100 es el CF en porcentaje. En teoría, la CF debe ser de alrededor del 85 % para un condensador limpio sin tubos obstruidos, pero el valor es particular para cada unidad individual. Por lo tanto, los datos deben recopilarse en el arranque del condensador o después de la limpieza del tubo para servir como referencia para el monitoreo continuo. El programa puede ser muy eficaz para detectar la pérdida gradual de transferencia de calor desde la incrustación del lado del agua o la contaminación microbiológica, hasta la filtración excesiva de aire en el lado del vapor.
Vacío y contrapresión
La enorme disminución del volumen cuando el vapor de escape de la turbina se convierte en agua en el condensador induce un vacío muy fuerte. En invierno con agua fría de enfriamiento, el vacío puede alcanzar alrededor de 1 pulgada (Hg) por encima de la presión absoluta (-29.92 pulgadas manométricas a nivel del mar). Este valor se conoce como contrapresión del condensador. Aumentará durante la primavera y el verano, que es una razón por la que los sistemas de agua de enfriamiento de la planta de energía a menudo tienen múltiples bombas, de modo que la tasa de flujo de agua de enfriamiento puede aumentar durante los meses de clima cálido. La contrapresión es una herramienta valiosa para realizar un seguimiento del rendimiento del condensador, reconociendo que aumentará quizás de dos a cuatro pulgadas de invierno a verano. Si la contaminación del condensador induce contrapresiones más altas, los requisitos y costos del combustible pueden aumentar drásticamente. Más allá de ese problema, las turbinas están diseñadas para desconectarse si la contrapresión aumenta mucho más que el máximo normal de verano. Un viaje unitario durante un pico de verano puede ser enormemente costoso.
Como nota adicional, es el fuerte vacío generado en el condensador lo que atrae el aire ambiente a irregularidades estructurales o fallas en el condensador o en cualquier sistema auxiliar circundante. Una ocurrencia común es una grieta repentina en la carcasa del condensador. Si el ingreso de aire es mayor de lo que puede manejarse con el sistema de eliminación de aire, el exceso de aire formará bolsas en el condensador y restringirá significativamente la transferencia de calor. Un buen programa de FQ a menudo detectará estos problemas muy rápidamente.
Presión de descarga de la bomba de circulación
El ensuciamiento o descamación del condensador impide el flujo de fluido y aparecerá como un aumento en la presión de descarga de la bomba circulante. Por lo general, la presión de descarga varía de 20 a 80 psi, según el equipo al que se haya servido y las elevaciones. Por el contrario, con el tiempo, el flujo de la bomba circulante tiende a disminuir debido a la degradación del impulsor. Durante mucho tiempo, la medición precisa de flujos tan grandes en el campo fue casi imposible, pero la nueva instrumentación ofrece soluciones para ese problema.
Conclusión
Este capítulo describió aspectos fundamentales importantes del intercambiador de calor en instalaciones industriales y plantas de energía. Hay muchas variedades de intercambiadores disponibles, con numerosas metalurgias posibles. Estos detalles son muy importantes a la hora de seleccionar e implementar programas de tratamiento químico para proteger los sistemas de enfriamiento de la corrosión, la incrustación y el ensuciamiento microbiológico. Por esta razón, las plantas industriales y otras instalaciones pueden beneficiarse enormemente del tratamiento de la torre de enfriamiento. En el próximo capítulo, abordaremos estos problemas químicos.
Hable hoy mismo con un experto de ChemTreat
ChemTreat se compromete a proporcionar soluciones de tratamiento de agua expertas. Mantenemos certificaciones de sistemas de gestión ambiental y de calidad para demostrar nuestra experiencia como compañía de tratamiento de agua y proporcionar soluciones personalizadas para cada cliente. Si busca aumentar la eficiencia y confiabilidad de sus sistemas de enfriamiento de agua, comuníquese con ChemTreat hoy mismo para comunicarse con un representante local y saber cómo puede transformar sus operaciones.
Referencias
- J. Hensley, ed., Cooling Tower Fundamentals, 2.a edición, SPX Cooling Technologies, Inc., Overland Park, Kansas, 2009.
- Buecker, B. y R. Aull, “Conceptos básicos de transferencia de calor de la torre de enfriamiento – Parte 2”; Procesamiento de hidrocarburos, agosto 2020.
- Post, R., Emery, K., Dombroski, G., y M. Fagan, “Effectively Cleaning Cellular Plastic Cooling Tower Fill”; de los procedimientos de la conferencia del 33.o Taller Anual de Química de Servicios Eléctricos, 11 de junio-13, 2013, Champaign, Illinois.
- Characklis, W. G., Biofilms, John Wiley & Sons, 1990.
- Aull, R., y R. Post, “Chemical Treatment Methods and Fill Selection to Mini Scaling/Fouling in Cooling Towers”; EPRI Cooling Technology Seminar, Pensacola, Florida, 2012.
- Monjoie, M., Russell, N., y G. Mirsky, “Research of Fouling Film Fill”; Cooling Technology Institute, TP93-06, Nueva Orleans, Louisiana, 1993.
- Makowski, et al., “Aparato y método para eliminar la microincrustación del lado del agua de un intercambiador de calor”. Patente estadounidense 5,558,157. 1996.
- Potter, M.C., y C.W. Somerton, Schaum’s Outline of Theory and Problems of Thermodynamics for Engineers; McGraw-Hill, 1993.
- B. Buecker, “Soluciones para desafiar las mediciones de flujo de la planta de energía”; Ingeniería de energía, diciembre 2018.
- Kreith, F. y R.M. Manglik, Principios de la transferencia de calor, 8.a edición. Aprendizaje de Cengage.
- M. Peters, Ingeniería Química Primaria; McGraw-Hill, 1954.
- B. Buecker, “Programa de Computadora Predice la Limpieza del Condensador”; Power Engineering, junio 1992.
- B. Buecker, “Traing with Challenging Flow Measurement”; Industrial WaterWorld, (ahora Water Technology), May/junio 2018.
Acerca de los autores

Tom Nix
Consultor sénior del personal técnico
Tom Nix es un experto técnico de confianza con décadas de experiencia en tratamiento de agua industrial. Nix está bien versado en una amplia gama de aplicaciones, que incluyen aclaración de afluentes, ablandamiento, desmineralización, ósmosis inversa, tratamiento de agua de enfriamiento, tratamiento de calderas de baja y alta presión y tratamiento de aguas residuales. Tiene una licenciatura en Biología Ambiental de la Universidad de Texas en Austin.

Brad Buecker
Presidente de Buecker & Associates, LLC
Brad Buecker es presidente de Buecker & Associates, LLC, y más recientemente se desempeñó como Publicista técnico sénior en ChemTreat, Inc. Tiene más de cuatro décadas de experiencia en la industria de la energía o la apoya, gran parte de ella en química de generación de vapor, tratamiento de agua y control de calidad del aire. Buecker tiene una licenciatura en Química de la Universidad Estatal de Iowa. Ha sido autor o coautor de más de 250 artículos para varias revistas técnicas de comercio y ha escrito tres libros sobre química de plantas de energía y control de contaminación del aire. Se desempeña en la Junta Asesora Editorial de Tecnología del Agua y es miembro de ACS, AIChE, AIST, ASME, NACE (ahora AMPP) y el comité de planificación del Taller de Química de Servicios Públicos Eléctricos.
Reconocimientos
El Manual de productos esenciales para el agua de ChemTreat no habría sido posible sin las contribuciones de muchas personas. Consulte la lista completa de contribuyentes.
