-
USA - EnglishLatinoamérica - Español
- Ubicaciones
- Acceso a SDS
- Inicio de sesión en CTVista®+

El capítulo anterior describió los fundamentos del diseño/operación de la torre de enfriamiento y el intercambiador de calor. En este capítulo, examinamos la química del agua de enfriamiento y los programas de tratamiento para mantener la confiabilidad en toda la red de agua de enfriamiento.
Los sistemas de enfriamiento requieren protección contra corrosión, incrustación y contaminación biológica (o contaminación microbiológica) para maximizar el rendimiento. A continuación se muestra una representación simbólica de estos problemas y su interdependencia.
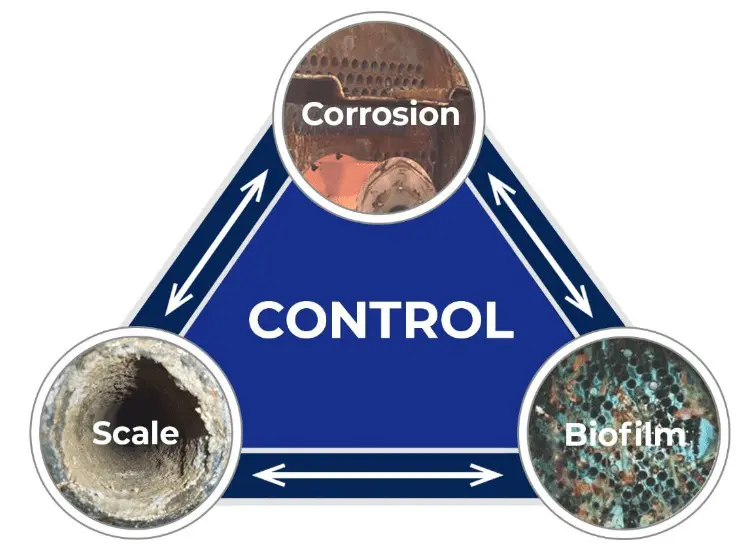
Figura 7.1. El triángulo corrosión-deposición-bioincrustación.
La corrosión, la escala y el control de la contaminación biológica deben considerarse de manera holística. Un cuarto factor cada vez más importante es el posible impacto ambiental de la química del tratamiento del agua, especialmente con respecto a los productos químicos que podrían aparecer en la descarga de la planta. Es posible que los programas de tratamiento que alguna vez fueron comunes ya no estén permitidos o que estén gravemente restringidos debido a las regulaciones de alta.
Si bien los métodos de tratamiento a menudo tienen varias funciones, un aspecto clave es la protección de las superficies metálicas. En las siguientes secciones, revisamos los mecanismos y métodos de control de corrosión más comunes.
Como revisión rápida, el material típico para las tuberías del sistema de enfriamiento y muchas carcasas del intercambiador de calor (HX) es el acero al carbono suave. Los tubos o placas HX pueden ser de acero inoxidable, aleaciones de cobre, titanio, aluminio o, en algunos casos, aleaciones costosas resistentes a la corrosión. Los sujetadores de acero galvanizado a menudo están presentes en las torres de enfriamiento, mientras que las torres más pequeñas pueden estar predominantemente galvanizadas. La mayoría de las torres de enfriamiento grandes tienen cuencas de concreto y algunas aún tienen componentes estructurales de madera. Por lo tanto, el sistema de enfriamiento completo puede comprender una variedad de materiales, donde el conocimiento de todos es esencial para la selección de programas de control de corrosión confiables.
La corrosión del metal es un proceso electroquímico en el que los metales en un estado refinado vuelven a su forma natural. El hierro es el ejemplo clásico. Según la referencia 1 “Los depósitos de mineral de hierro más importantes de la Tierra se encuentran en las rocas sedimentarias. Se formaron a partir de reacciones químicas que combinaban hierro y oxígeno en aguas marinas y dulces. Los dos minerales más importantes en estos depósitos son los óxidos de hierro hematita (Fe2O3) y magnetita (Fe3O4). Estos minerales metálicos se han extraído para producir casi todos los objetos de hierro y acero que usamos hoy en día”. Los materiales a base de hierro y otros metales cuando se ponen en servicio pueden ser atacados de diversas maneras. La más observable es la reacción del hierro o acero dulce con agua y oxígeno para producir óxido, pero otros mecanismos de corrosión son comunes. Los más prevalentes incluyen:
El control adecuado de la corrosión es necesario para prolongar la vida útil del equipo, minimizar el transporte de productos de corrosión a otras ubicaciones y, en ocasiones, garantizar la seguridad de los empleados.
La fuerza impulsora para reacciones corrosivas es el potencial eléctrico entre el aceptador de electrones (el medio corrosivo) y el donante de electrones (el metal). El siguiente ejemplo ilustra el proceso fundamental de corrosión. Es el simple experimento de laboratorio de sumergir una barra de hierro en una solución de ácido clorhídrico (HCl). Casi de inmediato, aparecerán burbujas a lo largo de la superficie sumergida de la barra y, en un plazo relativamente corto, la corrosión será claramente visible. La Figura 7.2 resume la química.
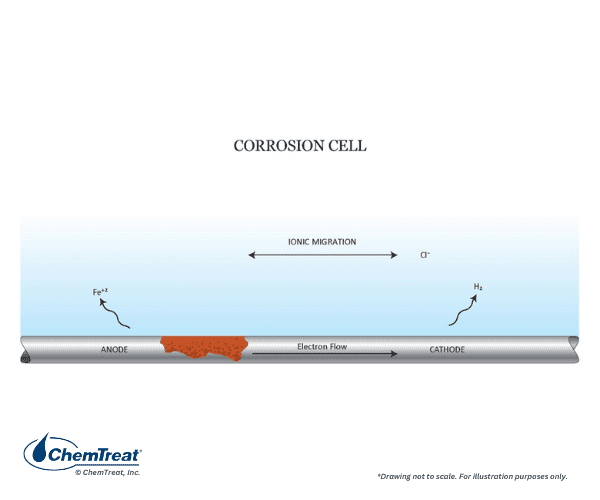
Figura 7.2. Celda de corrosión básica.
Tres reacciones explican el proceso general:
En este caso particular, se forman ánodos y cátodos a lo largo de toda la superficie metálica. Muchas burbujas de hidrógeno se forman inmediatamente y poco después aparece corrosión visible en toda la barra. Este es un ejemplo de corrosión general, donde los ánodos y cátodos cambian constantemente, y también es un ejemplo clásico de una reacción de oxidación-reducción o “redox”.
Cada metal muestra una tendencia diferente a liberar o aceptar electrones, y como se mostrará en breve, el agente corrosivo tiene una gran influencia. La lista de potenciales metálicos de media celda en comparación con el potencial de media celda de hidrógeno es útil e instructiva.
2H+ + 2e– �� de H2↑ E0 = 0,00 V para una solución molar por definición
La siguiente tabla destaca los potenciales de varios de los metales más comunes.
Tabla 7-1. Potenciales de media celda para metales bien conocidos en comparación con la media celda de hidrógeno
| Reacción de los electrodos | Potencial del electrodo estándar (V0) |
|---|---|
| Mg → Mg2+ + 2e– | 2.363 |
| Al → Al3+ + 3e– | 1.662 |
| Zn → Zn2+ + 2e– | 0.763 |
| Fe → Fe2+ + 2e– | 0.440 |
| H2 → 2H+ + 2e– | 0.000 |
| Cu → Cu2+ + 2e– | -0,340 |
| Ag → Ag+ + e– | -0,800 |
| Au → Au3+ + 3e– | -1.420 |
A partir de esta tabla, podemos derivar varios conceptos importantes.
Con respecto al material estructural común de muchos sistemas de agua de enfriamiento, la tracción leve, Figura 7.3 ilustra la influencia del pH, es decir, la concentración de iones de hidrógeno.
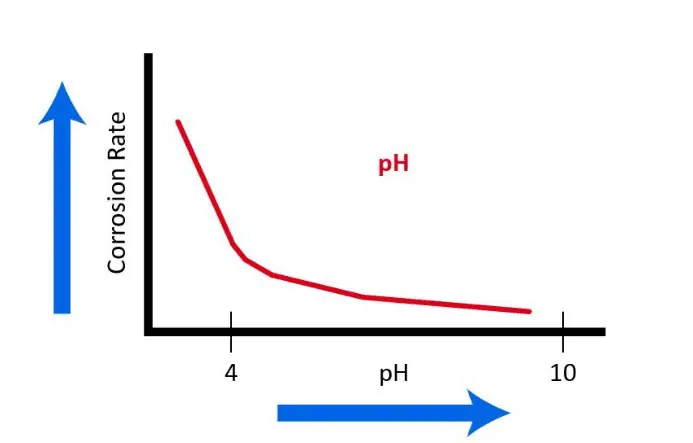
Figura 7.3. Influencia del pH en las tasas de corrosión del acero dulce.
En consecuencia, la mayoría de los programas de química de sistemas de enfriamiento modernos operan dentro de un rango de pH superior de 7 a medio de 8. En estas condiciones, se puede formar una capa delgada y pasiva de CaCO3 para inhibir aún más la corrosión. Sin embargo, como se analizó brevemente en el Capítulo 6 y se volverá a examinar más adelante en este capítulo, la formación de incrustaciones de carbonato de calcio puede ser uno de los problemas más problemáticos en los sistemas de enfriamiento.
Si el ácido fuera el único corrosivo en un sistema de agua de enfriamiento, el control de corrosión sería sencillo. Desafortunadamente, son posibles muchas otras reacciones catódicas, siendo la más prevalente la reducción de oxígeno en soluciones neutras o alcalinas.
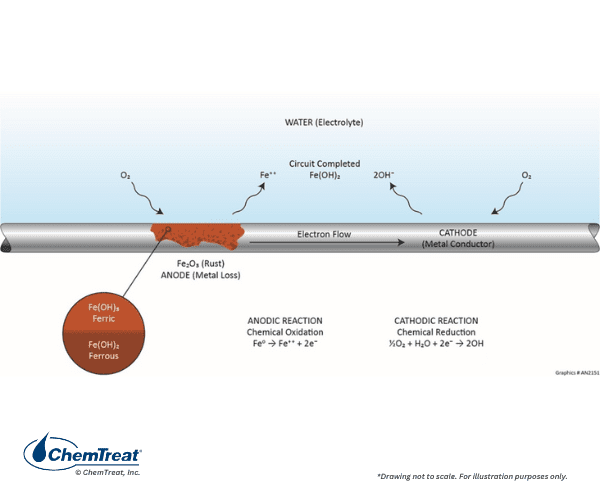
Figura 7.4. Reacción de corrosión de oxígeno-acero.
La reacción anódica es la misma que se mostró anteriormente.
Fe0 → Fe2+ + 2e‒ | Eq. 7-1
El oxígeno se reduce en el cátodo:
½O2 + H2O + 2e‒ → 2OH‒ | Eq. 7-3
Los iones de hidróxido se combinan con Fe2+ para formar hidróxido ferroso:
Fe2+ + 2OH‒ → Fe(OH)2 | Eq. 7-4
En el entorno cargado de oxígeno, se producen reacciones adicionales. Primero, el hidróxido ferroso continuará reaccionando con el oxígeno para formar hidróxido férrico:
2Fe(OH)2 + ½O2 + H2O → 2Fe(OH)3↓ | Eq. 7-5
Los reactivos que se muestran en las Ecuaciones 7-4 y 7-5 están en equilibrio con otras especies de óxido de hierro, como se muestra a continuación:
Fe(OH)2 �� de FeO + H2O | Eq. 7-6
Fe(OH)3 �� de FeO(OH) + H2O | Eq. 7-7
Finalmente, estos productos se deshidratan hasta oxidarse, que es de color marrón y no ofrece protección al metal subyacente:
2FeO(OH) �� de Fe2O3↓ + H2O | Eq. 7-8
Otros dos aspectos importantes a considerar son que en el proceso electroquímico, las reacciones catódicas dictan la tasa de corrosión, mientras que las reacciones anódicas dictan el tipo de corrosión. Como se describirá con más detalle, pueden surgir situaciones con una pequeña cantidad de ánodos fijos en un entorno catódico grande. Esta combinación puede provocar corrosión localizada grave y fallas potencialmente rápidas.
El lector observará que el magnesio y el aluminio se encuentran en la parte superior de la Tabla 7.1, y preguntará por qué estos materiales se utilizan para muchos propósitos de infraestructura, como algunas partes del avión, componentes eléctricos, latas de bebidas, etc. Los elementos son tan reactivos que durante el proceso de producción, se forma una capa de óxido ajustada en la superficie metálica y protege el metal base de la corrosión adicional. Solo los ácidos o los álcalis fuertes atacarán esta capa protectora, por lo que durante el servicio normal los metales permanecen bastante estables.
Varios otros factores importantes influyen en la mayoría de los mecanismos de corrosión. Estos se describen a continuación.
La corrosión es un proceso electroquímico y, a medida que aumenta la concentración de sólidos disueltos, también aumenta la conductividad y la tasa de corrosión correspondientes.
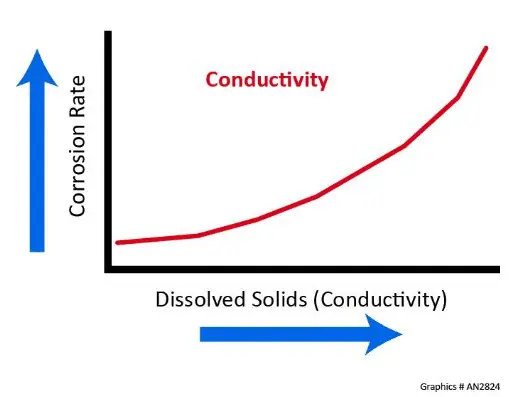
Figura 7.5. Influencia de sólidos disueltos y conductividad en las tasas de corrosión.
Considere enfriar el agua en un sistema de recirculación abierto que tenga una conductividad de 2750 μS/cm, y compare ese valor con agua pura con una conductividad teórica de 0,055 μS/cm. El agua de enfriamiento es 50,000 veces más conductora que el agua pura.
La temperatura generalmente tiene un impacto significativo en la tasa de corrosión, y una regla general sugiere que la tasa se duplica con cada aumento de 18 °F (10 °C) en la temperatura del fluido. Además, la tasa de corrosión, en general, se duplicará con cada aumento de 10 a 20 °F en la temperatura de la piel metálica. Algunos procesos pueden producir tanto calor que el gas de oxígeno molecular puede formarse debajo de los depósitos, lo que influye exponencialmente en el proceso de corrosión. A continuación se muestra el efecto de la temperatura y la concentración de oxígeno en las tasas de corrosión.
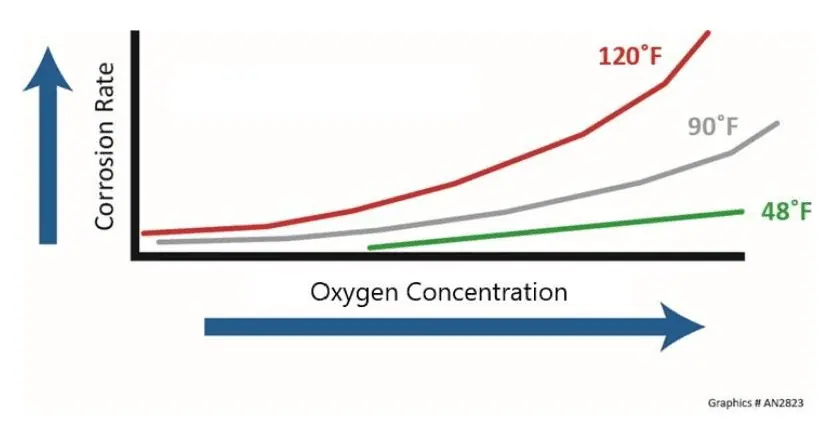
Figura 7.6. Influencia general de la temperatura y el oxígeno disuelto en la tasa de corrosión.
Considere enfriar el agua en un sistema de recirculación abierto que tenga una conductividad de 2750 μS/cm, y compare ese valor con agua pura con una conductividad teórica de 0,055 μS/cm. El agua de enfriamiento es 50,000 veces más conductora que el agua pura.
Tanto la velocidad alta como la baja del fluido pueden ser problemáticas con respecto a la corrosión. Las altas velocidades pueden barrer productos de corrosión (que a veces protegen el metal subyacente), promoviendo una mayor corrosión. Las velocidades excesivas también pueden inducir la corrosión por erosión, como se describirá más adelante en esta sección. Por otro lado, las condiciones de bajo flujo o estancamiento pueden mejorar potencialmente la corrosión, ya que esto puede mantener los iones corrosivos en contacto a largo plazo con el metal. Una pauta común para el caudal lineal a través de tuberías y tubos del intercambiador de calor es de 5 a 10 pies por segundo (fps), lo que proporciona un equilibrio entre el control de corrosión/deposición y los costos de materiales. Sin embargo, cada proyecto requiere un análisis cuidadoso para optimizar el diseño y los caudales de tuberías y equipos. Por ejemplo, si por alguna razón se necesita un metal blando para una aplicación, puede ser necesario un caudal más bajo para minimizar la erosión.

Ahora examinaremos los tipos más comunes de corrosión en los sistemas de enfriamiento. Algunos, como la corrosión general, a menudo permiten una larga vida útil del material y pueden controlarse con tratamientos directos. Se sabe que otros, como las picaduras, causan penetraciones a través de la pared de tuberías y otros equipos en meses, y a veces incluso semanas. El resultado puede ser el apagado costoso de la unidad y el reemplazo del material.
Con la corrosión general, los ánodos y cátodos del metal cambian constantemente y no se desarrollan sitios de corrosión localizados. La vida útil del metal puede ser bastante larga cuando la corrosión general es el único problema. Las siguientes figuras ilustran dos ejemplos de corrosión general.

Figura 7.7a. Corrosión general de las vigas de acero.

Figura 7.7b. Corrosión general en el interior de una tubería
La selección de materiales y dimensiones como el grosor de la pared de la tubería a menudo se basan en una expectativa de vida útil de 30 años según los cálculos generales de corrosión. Por ejemplo, considere una tubería de 6” de diámetro, Programa 40 con un grosor de pared de 0.28 pulgadas. Cuando aproximadamente el 50 por ciento de la pared de la tubería se haya corroído, la tubería podría estar a punto de fallar y debería repararse o reemplazarse. La unidad común para la tasa de corrosión es milésimas de pulgada por año (MPY), donde una milésima de pulgada es una milésima de pulgada. En este ejemplo, una tasa de corrosión general, y no irrazonable, de 4.67 MPY daría como resultado una pérdida de pared del 50 por ciento después de 30 años. Los buenos programas de control de corrosión minimizarán la corrosión general, pero como se describen en las siguientes subsecciones, la corrosión localizada puede ser muy destructiva y puede verse influenciada por una variedad de factores.
Si la corrosión se localiza, se desarrollarán ánodos permanentes en un entorno catódico grande. La picadura, o mecanismos similares a los que observaremos, es el resultado, como se muestra a continuación.

Figura 7.8. Corrosión por picaduras.
La tasa de corrosión puede ser la misma que la corrosión general, pero el daño es mucho más grave debido a la rápida penetración del metal en los ánodos. Numerosos mecanismos o condiciones pueden iniciar picaduras. Los depósitos de sólidos en el acero pueden producir áreas agotadas de oxígeno. Estos puntos son anódicos para limpiar el acero. Las colonias microbiológicas pueden hacer lo mismo y también pueden liberar compuestos corrosivos a través de procesos metabólicos. Exploraremos este fenómeno un poco más tarde. Las técnicas de soldadura deficientes pueden alterar la composición química del metal en la ubicación de la soldadura y aumentar la susceptibilidad a la corrosión.
Un fenómeno común con el acero al carbono es la acumulación de producto de corrosión (óxido) sobre el pozo.

Figura 7.9. Un tubérculo de óxido de hierro que cubre un pozo.
El líquido atrapado debajo puede sufrir reacciones que aumentan la acidez, lo que aumenta el potencial de corrosión.
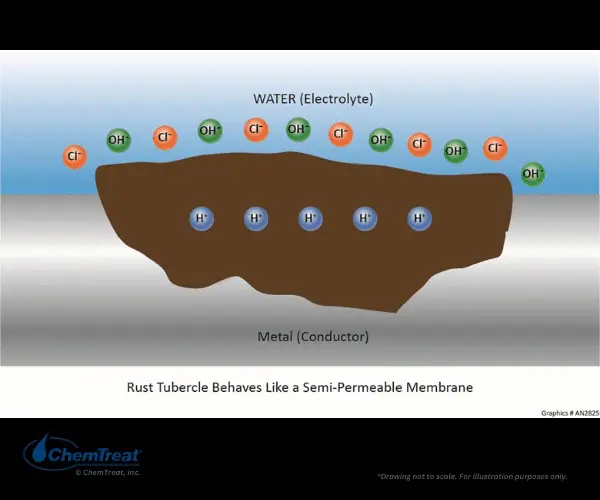
Figura 7.10. Bioquímica bajo un tubérculo de óxido de hierro.
Los cloruros u otros aniones se difunden en el foso para tratar de mantener la neutralidad de la carga; sin embargo, a menudo permanecen condiciones ácidas. Los depósitos sobre el foso evitan que los inhibidores de corrosión por agua a granel vuelvan a pasivar la superficie metálica dentro del foso.
Las siguientes figuras ilustran ejemplos de picaduras adicionales.

Figura 7.11a

Figura 7.11b.

Figura 7.11c.
7.11a es una picadura que ha penetrado en la cuenca metálica de una torre de enfriamiento. 7.11b muestra productos de corrosión en el exterior de una tubería que se generaron por ataque interno y resultante penetración a través de la pared. 7.11c ilustra otra penetración a través de la pared.
Para pozos de acero al carbono cubiertos o llenos de productos de corrosión, si el material es negro (generalmente debido a la presencia de magnetita (Fe3O4)), el pozo está activo y el proceso de corrosión está en curso.
Las picaduras de cloruro de acero inoxidable son un problema frecuente, incluso en sistemas de recirculación abiertos donde la evaporación de la torre de enfriamiento (consulte el Capítulo 6) aumenta la concentración de sólidos disueltos. Los dos aceros inoxidables (SS) más populares para los tubos condensadores de superficie de vapor son 304 y 316, y a menudo uno u otro se especifica para un proyecto sin que los diseñadores piensen mucho, si lo hubiera, en las concentraciones de cloruro que verán los materiales. La dificultad es que los aceros inoxidables forman un recubrimiento de óxido que protege el metal base, pero el cloruro en concentración suficiente penetrará la capa de óxido e iniciará las picaduras. Durante años, los niveles máximos de cloruro recomendados para estos aceros oscilaron entre 500 ppm para SS 304 y 3000 ppm para SS 316L a temperatura ambiente. Las investigaciones han demostrado posteriormente que estos límites eran demasiado altos, y un experto en materiales destacado sugiere 100 y 400 ppm, respectivamente, para tubos limpios. Tenga en cuenta el énfasis en los tubos limpios. Los depósitos exacerban el potencial de corrosión. Además, las temperaturas por encima del ambiente influyen en gran medida en el potencial de craqueo por corrosión por estrés inducido por cloruro (SCC) de los aceros inoxidables austeníticos, lo que puede ser de gran preocupación en industrias como la refinación de petróleo que tienen muchos intercambiadores de calor para la producción de numerosos compuestos. El SCC se examina en breve.
La resistencia a las picaduras de cloruro es a menudo un factor principal en la selección de materiales del intercambiador de calor. Una guía conocida es la tabla de números equivalentes a la resistencia a las picaduras (PREN), como se muestra a continuación.
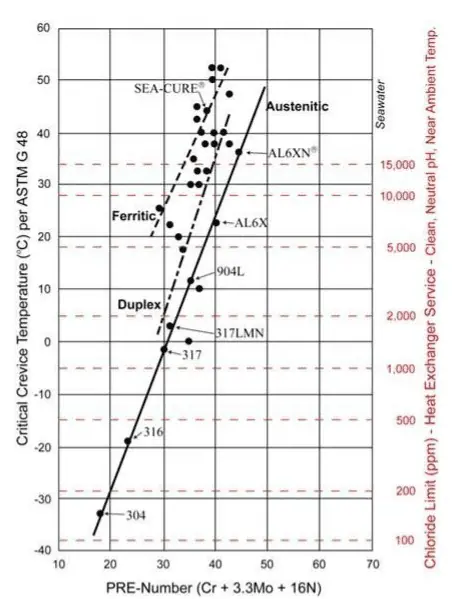
Figura 7.12. Gráfico PREN. Ilustración cortesía de Dan Janikowski, Plymouth Tube Company.
Se recomiendan materiales de mayor aleación más allá de la serie de acero inoxidable austenítico 300 para aguas de enfriamiento con cloruros apreciables. Para aguas altamente salobres y agua de mar, a menudo se requieren aleaciones ferríticas y superferríticas, p. ej., SEA-CURE®.
La corrosión por grietas es un mecanismo que se desarrolla en las grietas de las juntas mecánicas, por ejemplo, juntas de brida, los extremos enrollados de los tubos, conexiones de pernos o en otras ubicaciones, incluidos los límites de los depósitos. La Figura 7.13 muestra un ejemplo de corrosión por grietas.

Figura 7.13. Corte la corrosión debajo del anillo en el lado izquierdo de la superficie de la tubería.
El agua se estanca en estos lugares y puede agotarse el oxígeno, lo que hace que las hendiduras sean anódicas al otro metal. Al igual que las picaduras, la corrosión se localiza.
A menudo, la corrosión de grietas no se descubre hasta una interrupción programada o si la corrosión causa una falla del equipo. El mejor enfoque para evitar la corrosión de las grietas es eliminarlas. El tratamiento químico adecuado minimizará la formación de depósitos y grietas a partir de esa fuente, pero para los equipos acoplados mecánicamente, se necesita cuidado en la fase de diseño para eliminar grietas cuando sea posible. Por ejemplo, instalar juntas impermeables al agua en conexiones de bridas puede ser una solución en algunas aplicaciones.
Un fenómeno que ha plagado numerosos intercambiadores de calor enfriados por agua es la picadura influenciada por manganeso, con muchos problemas informados a lo largo del río Ohio. Incluso en concentraciones tan bajas como 0,02 ppm, el manganeso disuelto en agua refrigerante puede oxidarse a dióxido de manganeso (MnO2) mediante cloración. Aparecerá un recubrimiento delgado similar al barniz en las superficies del intercambiador de calor.
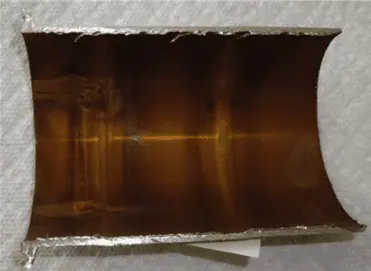
Figura 7.14. Recubrimiento de dióxido de manganeso de color barniz en la pared de un tubo.
Los depósitos de manganeso son altamente catódicos para el metal subyacente y pueden causar corrosión localizada grave.
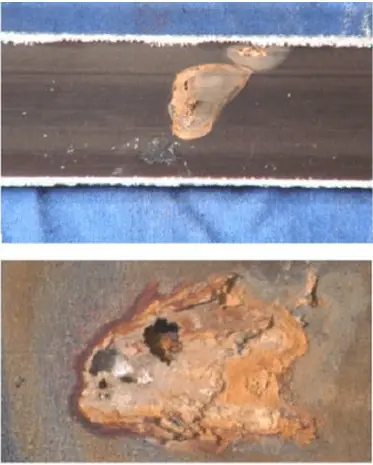
Figura 7.15a y b. Picazón inducida por manganeso en tubos sometidos a cloración pesada periódica.
Los aceros inoxidables 304 y 316 son muy susceptibles a la corrosión de depósitos de manganeso, pero también pueden afectar la admiración del latón, el latón de aluminio y el cupro-níquel. El ataque es probable si el contenido de manganeso del depósito supera el cinco por ciento. Una concentración superior al 20 por ciento provocará picaduras graves.
Otros factores que inducen la formación de MnO2 incluyen pH elevado, aireación y, a veces, influencias catalíticas por la propia superficie metálica. Además, la capa de MnO2 puede oxidarse a permanganato (MnO4) mediante cloro. El permanganato disuelve el metal base y en el proceso se reduce nuevamente a MnO2. El ciclo se repite durante cada cloración. La corrosión por manganeso aparentemente no es un problema importante con el acero dulce, posiblemente porque otros productos de corrosión evitan que el manganeso forme un depósito uniforme y denso.
Los métodos de deposición de manganeso y control de corrosión incluyen limitar o eliminar la alimentación de biocida oxidante (potencialmente al cambiar a biocidas no oxidantes) y la aplicación de un programa eficaz de estabilización de manganeso. La selección de materiales resistentes a la corrosión en la fase de diseño es otro enfoque.
Si el agua de enfriamiento contiene sólidos suspendidos significativos, burbujas de gas o si la velocidad es simplemente demasiado alta, el fluido que fluye puede quitar la capa protectora de óxido de los metales y permitir la corrosión continua.

Figura 7.16. Corrosión por erosión en un codo de tubería.
Por ejemplo, en un estudio de flujo de agua de mar en acero dulce, se midieron las siguientes tasas de corrosión:
Tabla 7-A: Velocidad lineal y tasas de corrosión del agua de mar en acero dulce
| Velocidad lineal (pies/seg) | Tasa de corrosión (mpy) |
|---|---|
| 1 | 7 |
| 4 | 15 |
| 17 | 35 |
Los metales blandos, como el latón Admiralty, son los más susceptibles a la erosión, especialmente en las alteraciones del flujo, como el extremo de entrada de las láminas tubulares del intercambiador de calor. Estos problemas deben tenerse en cuenta durante el diseño del proyecto.
La cavitación es un tipo específico de corrosión por erosión que afecta más comúnmente a los impulsores de la bomba centrífuga.
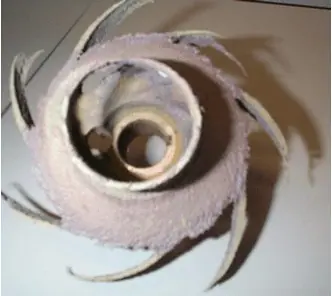
Figura 7.17. Daño grave por cavitación de un impulsor de bomba.
Si no hay suficiente presión disponible en la succión de la bomba (la presión de entrada se denomina “cabezal de succión neto positivo (net positive suction head, NPSH)”), las burbujas en el agua pueden colapsar. Las burbujas que colapsan pueden generar fuerzas localizadas muy grandes que eliminan el óxido protector y dañan el metal. Otras ubicaciones potenciales de cavitación incluyen descarga de válvula, reguladores, orificios u otras ubicaciones de caída de presión. Los posibles problemas de cavitación deben abordarse en la fase de diseño del proyecto para garantizar que las bombas y otros equipos tengan suficiente presión de cabeza.
Prácticamente todos los metales utilizados en aplicaciones convencionales como tuberías, intercambiadores de calor y otros equipos no son un solo cristal, sino que, según la referencia 1, “están compuestos por una colección de muchos cristales o granos pequeños”. La estructura de granos tiene un gran impacto en la metalurgia y en varios mecanismos de corrosión.
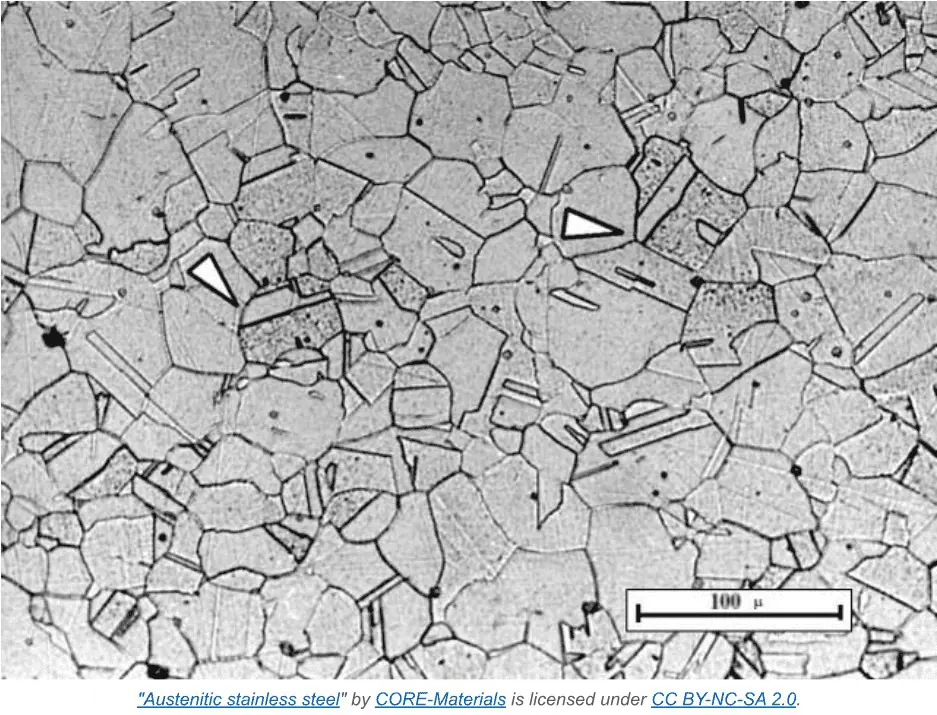
Figura 7.18. Fotografía del microscopio electrónico de barrido (SEM) de la microestructura de una pared de tubería de acero con bajo contenido de carbono. Los límites de los granos son claramente evidentes.
Un ejemplo directo de fatiga se demuestra fácilmente doblando un clip o un pedazo de alambre hacia adelante y hacia atrás repetidamente hasta que se fractura. Las fracturas a menudo se alinean a lo largo de los límites de los granos. Los equipos de la planta que repiten ciclos de carga pueden sufrir fatiga. La corrosión generalmente comienza como microfisuras que crecen con el tiempo. Las investigaciones sugieren que la fatiga también puede ocurrir con frecuencia en los granos, es decir, transgranular.
La fatiga puede acelerarse si el metal se sumerge en un ambiente corrosivo, incluso en aguas de proceso básicas. A medida que se desarrollan fisuras, los productos de corrosión (a menudo solo óxidos del metal base) pueden acumularse dentro de las grietas y exacerbar el crecimiento de las grietas. Esta es la fatiga por corrosión.
Otros mecanismos de corrosión intergranular más allá de la fatiga pueden ser bastante problemáticos, ya que una pérdida de metal relativamente pequeña puede causar una reducción desproporcionada en la resistencia del metal.
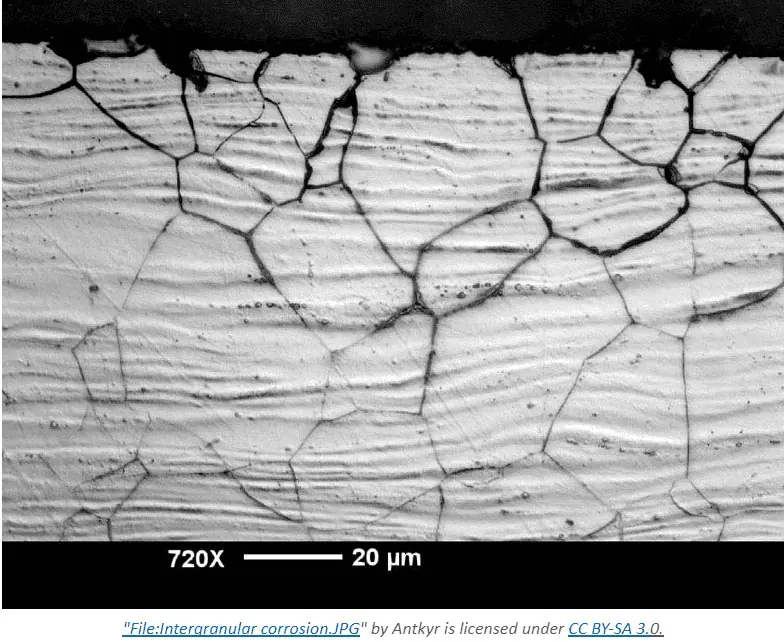
Figura 7.19. Corrosión intergranular
La corrosión intergranular es un ataque localizado que ocurre en los límites de los granos, donde relativamente poca pérdida de metal puede causar una reducción desproporcionada en la resistencia del metal. El mecanismo más conocido es el agrietamiento por corrosión por tensión (SCC), y puede ser particularmente problemático en aplicaciones de alta temperatura. (Consulte el Capítulo 4).
El SCC requiere algún tipo de estrés metálico, pero donde el estrés puede ser interno o aplicado.
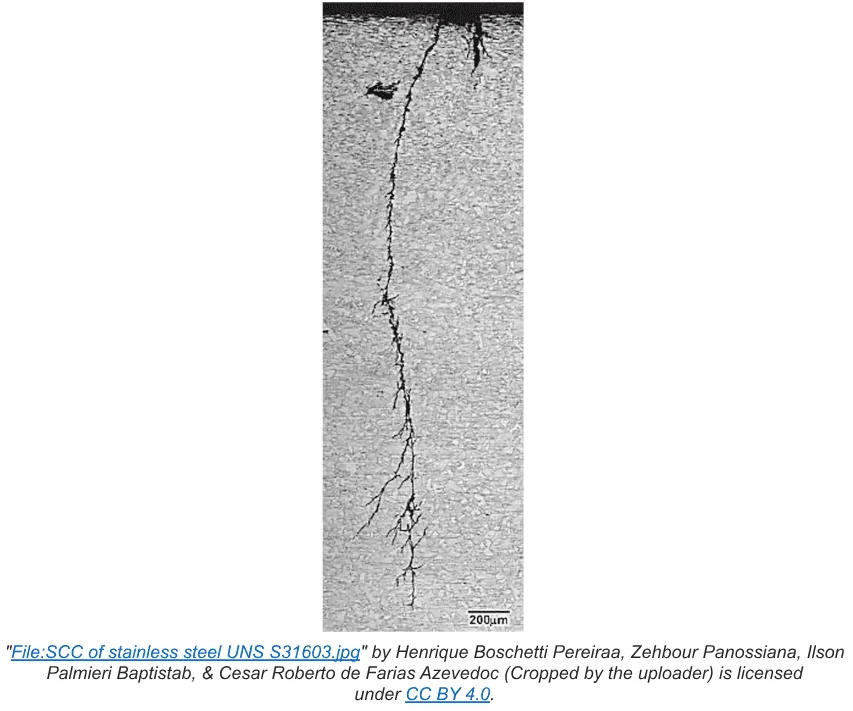
Figura 7.20. Agrietamiento por corrosión por estrés
El estrés interno generalmente aparece durante el proceso de fabricación. Un ejemplo común de estrés interno aplicado es el trabajo en frío o el laminado en frío del acero para darle forma para una especificación particular. La tubería sellada es un ejemplo conocido. El tratamiento térmico/hibridación a menudo se utiliza para aliviar el estrés inducido por el trabajo en frío.
Los puntos débiles generados por el estrés pueden convertirse en microfisuras que luego se vuelven susceptibles a agentes corrosivos en el agua. Quizás el ejemplo más conocido es el SCC inducido por cloruro de acero inoxidable. En los puntos de estrés, se desarrollan ánodos, que están rodeados de metal no estresado que sirve como cátodo.
Las ubicaciones comunes para el SCC en sistemas de agua de enfriamiento incluyen roscas cortadas en tuercas y pernos, tubos enrollados en láminas de tubos, orificios perforados o perforados en tuberías del distribuidor y codos de tubería donde el metal se ha trabajado mecánicamente.
El SCC puede mitigarse mediante el alivio del estrés por tratamiento térmico. Sin embargo, no siempre es práctico aliviar el calor en todas las ubicaciones potenciales. Durante las inspecciones del equipo, el material sometido a tensión identificado o sospechado debe recibir especial atención para determinar la eficacia de los programas de tratamiento químico para minimizar la corrosión.
La susceptibilidad a la corrosión intergranular y por estrés suele ser mayor en las soldaduras. En el caso del acero de aleación de cromo, el proceso de soldadura puede provocar la precipitación de carburos de cromo que generan manchas de agotamiento de cromo dentro del metal. Estos se vuelven anódicos al metal base y se vuelven susceptibles a la corrosión localizada. Se han producido muchas fallas en las costuras de soldadura en los sistemas de agua de la planta. La selección del material de relleno de soldadura correcto también es importante. Un problema poco reconocido es el uso de un material de relleno que tiene diferentes propiedades de expansión térmica que el metal base. Puede producirse una fractura mecánica.
La corrosión galvánica ocurre cuando dos metales diferentes están en contacto físico dentro del entorno de agua de enfriamiento. Regresó a la Tabla 7-1, que describía los potenciales electroquímicos para varios de los metales más comunes para la infraestructura de agua de enfriamiento. Si se acoplan dos metales, cuanto más reactivo de los dos se volverá anódico al menos reactivo. Cuanto mayor sea la separación en el potencial electroquímico, mayor será la tasa de corrosión potencial. En la siguiente figura se muestra un ejemplo clásico.

Figura 7.21. Corrosión galvánica de una tubería de acero conectada a una válvula de latón.
A veces, las células galvánicas pueden desarrollarse por reacciones químicas que ocurren dentro del líquido. El mecanismo de corrosión por picaduras de manganeso descrito anteriormente fue un ejemplo. Otro mecanismo común ocurre en sistemas que tienen aleaciones de acero y cobre, incluso si no están físicamente conectados. Si las condiciones permiten algo de corrosión del cobre, el cobre puede enchaparse en el acero y producir una celda de corrosión galvánica.
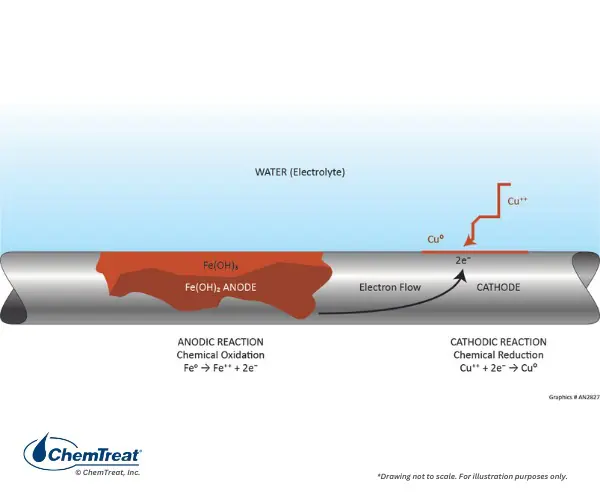
Figura 7.22. Corrosión galvánica inducida por chapado de cobre en acero.
Este ejemplo proporciona una excelente aplicación de los datos de la Tabla 7.1 al examinar la reacción a través de los potenciales de media célula.
|
Fe → Fe2+ + 2e– |
V0 = 0,440 V |
|
Cu2+ + 2e– → Cu |
V0 = 0,340 V |
| E0 = 0,780 V |
Existe un fuerte potencial de conducción para esta reacción.
La solución ideal para la corrosión galvánica es no tener metalurgias mixtas en los sistemas de enfriamiento, pero esta disposición generalmente no es práctica. Una clave es tener una pequeña relación del material más electronegativo, por ejemplo, cobre, en un sistema con una cantidad mucho mayor del material electropositivo, por ejemplo, acero. Si bien aún puede producirse corrosión galvánica, la relación ánodo a cátodo grande garantiza que el ataque se extienda sobre un área grande y no cause daños graves.
En otros casos, se pueden emplear conexiones o accesorios especiales para separar físicamente diferentes metales.
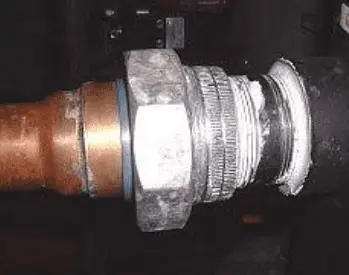
Figura 7.23. Unión dieléctrica de plástico azul que separa cobre y acero.
Una forma única de corrosión que a veces ocurre en los tubos del intercambiador de calor es la distribución. El ejemplo más común es la deszincificación del latón admirable. El latón Admiralty contiene un 70 por ciento de cobre, un 29 por ciento de zinc y una pequeña cantidad de estaño, este último para ayudar a minimizar la deszincificación. Aun así, la deszincificación aún puede ocurrir. La Figura 7.24 muestra un tubo de admiración que ha experimentado pérdida de zinc.
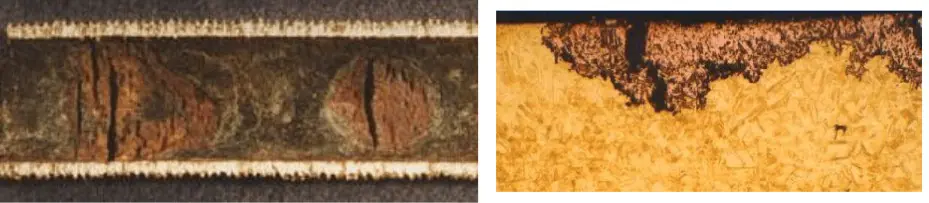
Figura 7.24a y b. Vista superior de la deszincificación y una fotomicrografía de una sección de tubo.
Se han postulado dos tipos de deszincificación: tapón y capa. En cualquier caso, el zinc sale del sustrato metálico, lo que resulta en cobre poroso y quebradizo que no es estructuralmente sólido. Visualmente, el ataque aparece como un parche rojo opaco en el metal de cobre amarillento.
El mecanismo de deszincificación real sigue siendo altamente debatido. Una teoría es que ambos metales se corroen, con la redisposición de cobre. La otra es que el zinc se filtra selectivamente fuera de la aleación. Las siguientes condiciones pueden mejorar la deszincificación:
Otro mecanismo de negociación que se ha informado en raras ocasiones es la denickelificación de aleaciones de cobre-níquel. Este fenómeno parece ser bastante poco frecuente y no se analizará más en este libro.
La corrosión inducida microbiológicamente (MIC) es un proceso en el que los microorganismos inician, facilitan y/o aceleran las reacciones de corrosión. Los sistemas de enfriamiento proporcionan un entorno ideal para que los microorganismos establezcan colonias y formen depósitos delgados similares al lodo. (Se proporcionan detalles adicionales en la sección de control microbiológico más adelante en este capítulo). En primer lugar, los depósitos pueden causar corrosión del diferencial de oxígeno como se describió anteriormente. Sin embargo, más allá de este problema, los procesos metabólicos de algunos microbios generan compuestos que atacan directamente a los metales. Por ejemplo, las bacterias oxidantes del hierro, como la gallionella, producen cloruro férrico, que se sabe que acelera las picaduras. Las bacterias reductoras de sulfatos (SRB), como desulfovibrio desulfuricans, extraen oxígeno del sulfato (SO4) para producir sulfuro de hidrógeno (H2S). Los sulfuros en casi cualquier forma son bastante corrosivos para muchos metales.
El MIC puede dejar hendiduras lisas en la superficie metálica como se muestra en la Figura 7.25 a continuación, y también puede causar picaduras rápidas de algunos materiales, incluidos los aceros inoxidables.
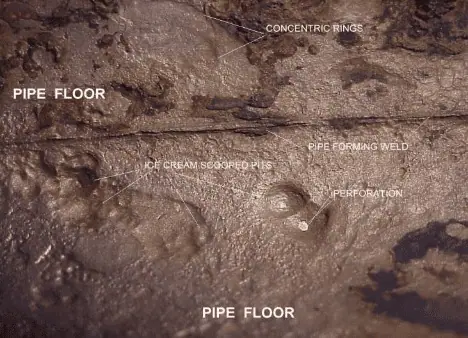
Figura 7.25. Ejemplo de MIC
Hasta ahora, gran parte de la discusión ha sido sobre la corrosión del acero, ya que los aceros constituyen la mayor parte del metal en los sistemas de enfriamiento. Sin embargo, a menudo hay otros materiales metálicos y no metálicos, y estos también pueden sufrir corrosión. Las siguientes secciones examinan los problemas de corrosión para el más común de estos materiales.
Las aleaciones de cobre son a menudo el segundo material más común en los sistemas de agua de enfriamiento, típicamente para tubos de intercambiador de calor. Las aleaciones de cobre tienen una conductividad térmica más alta que el acero, son naturalmente tóxicas para muchas especies acuáticas y son más resistentes que el acero a algunos mecanismos de corrosión.
Como se indica en la Tabla 7.2, el cobre es noble con respecto al ion de hidrógeno y, por lo tanto, no tiende a corroerse en los ácidos. Sin embargo, el oxígeno es más reactivo que H+, y en los sistemas de agua de enfriamiento, las aleaciones de cobre desarrollarán inicialmente una capa múltiple de óxido cuproso (Cu2O) de porosidad variable, donde el cobre existe en el estado de valencia +1.
2Cu + O2 → Cu2O | Eq. 7-9
Con el tiempo, y en presencia continua de oxígeno u otros agentes oxidantes, puede producirse una oxidación adicional de la capa exterior de óxido cuproso para producir una capa grisácea-negra de óxido cúprico (CuO).
Cu2O + ½O2 → 2CuO | Eq. 7-10
En algunos casos, la capa de óxido cúprico puede permanecer protectora, pero ciertos compuestos, y más notablemente el amoníaco, pueden ser muy corrosivos. Disuelve el ion cúprico a través de un mecanismo conocido como unión d-orbital.
Cu2+ + 4NH3 → Cu(NH3)42+ (ac) | Eq. 7-11
Para las aguas de aporte que contienen una concentración significativa de amoníaco, p. ej., efluente de planta de tratamiento de aguas residuales, la corrosión del condensador de aleación de cobre u otros tubos de intercambiador de calor puede ser de gran preocupación. La corrosión de la aleación de cobre a veces ha sido problemática en los sistemas de vapor donde se utiliza amoníaco para el control del pH del condensado y el agua de alimentación.
Otra impureza que puede causar un daño enorme a las aleaciones de cobre (y otros metales) es el sulfuro, que, como se ha observado, puede provenir de colonias microbiológicas que contienen bacterias reductoras de sulfato.
Cu2+ + H2S → CuS↓ + H2↑ | Eq. 7-12
Otras posibles fuentes de sulfuro incluyen el agua que se ha dejado séptica y las fugas de procesos en refinerías y plantas similares. Un ejemplo sorprendente ocurrió hace varios años, cuando se reemplazaron los antiguos tubos de 90-10 Cu-Ni en un condensador de superficie de vapor, solo para que los nuevos tubos fallaran por el ataque de picaduras dentro de los 18 meses de la puesta en servicio. La investigación reveló que el fabricante del tubo utilizó un lubricante que contenía sulfuro, pero no retiró el compuesto antes del envío a la planta. Los depósitos de sulfuro no se lavaron, sino que se metieron en el metal en miles de puntos.
Un producto de corrosión de cobre diferente pero muy reconocible es el carbonato de cobre (CuCO3). Esta verdigris azulada/verde (también llamada pátina) a menudo se observa en estructuras de aleación de cobre desgastadas, como techos, placas y estatuas, y generalmente es parte del diseño arquitectónico de las estructuras.
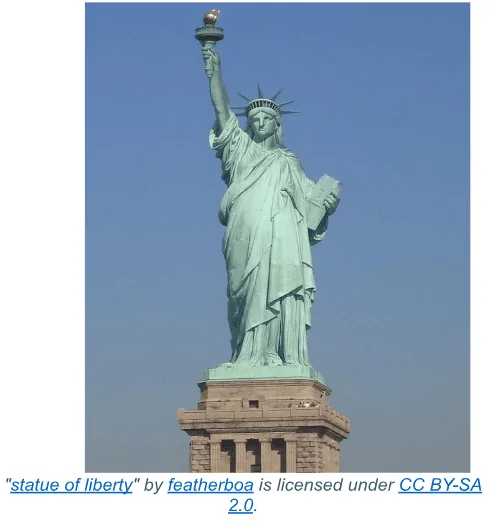
Figura 7.26. Estatua de la Libertad con pátina azul/verde.
La química básica es:
2Cu + H2O + CO2 + O2 → Cu(OH)2 + CuCO3↓ | Eq. 7-13
El color puede ser algo variable dependiendo del grado de hidratación de la película.
Con referencia nuevamente a la Tabla 7.2, el zinc es anódico a casi todos los metales, excepto el magnesio y el aluminio. Sin embargo, a diferencia de esos dos metales, no forma una capa de óxido superfuerte. Más bien, a través del proceso de galvanización donde se aplica un recubrimiento de zinc a superficies de acero, el zinc sirve como un ánodo de sacrificio para el hierro.
La galvanizadora se ha utilizado desde 1742. La galvanización muy moderna es por inmersión en caliente, aunque los procesos continuos como la galvanización de molino pesado son comunes para las láminas de acero. La inmersión en caliente es un proceso por lotes en el que los componentes de acero recién fabricados se sumergen en una solución de zinc fundido durante un tiempo prescrito. El zinc se fusiona con la superficie de acero. El grosor del recubrimiento es directamente proporcional a la duración de inmersión, que puede ajustarse por tamaño de componente y aplicación.
Los materiales recientemente galvanizados a menudo son brillantes y muy reflectantes, como se muestra en la Figura 7.27.

Figura 7.27. Metal recién galvanizado.
Sin embargo, no todos los recubrimientos galvanizados son brillantes. Algunos elementos en el acero, por ejemplo, silicio y fósforo, pueden acelerar el crecimiento de capas de aleación de zinc-hierro. Esto puede producir un recubrimiento galvanizado terminado que consiste completamente en aleación de zinc-hierro.

Figura 7.28. Barandillas grises en la carretera.
La formación de la pátina protectora de color gris oscuro (acabado superficial) comienza con el desarrollo de una capa delgada de óxido de zinc en la superficie. En condiciones adecuadas, estos óxidos incorporarán una capa de carbonato de zinc básico cuando estén en contacto con el agua. Después de la exposición inicial al agua y al dióxido de carbono (que se puede lograr permitiendo que los nuevos componentes del sistema de enfriamiento galvanizado experimenten condiciones exteriores durante un período de varios meses), los componentes galvanizados industriales pueden exponerse al agua del sistema. El paso de acondicionamiento requiere un control cuidadoso para producir un compuesto de carbonato de zinc hidratado que se cree que tiene la siguiente fórmula:
3Zn(OH)2∙ZnCO3∙H2O
Esta capa crece y se vuelve más protectora con el tiempo, pero si no se establece la química adecuada del agua durante el proceso de acondicionamiento, se puede formar un material no protector conocido como “óxido blanco”. Se examinan más detalles sobre la química de pasivación del zinc en una sección posterior sobre el arranque preoperativo de los sistemas de enfriamiento.
Los componentes galvanizados son comunes en muchas ubicaciones de torres de enfriamiento, incluso si la estructura de soporte principal es madera o plástico.
Muchas torres de enfriamiento comerciales de tamaño modesto pueden fabricarse completamente de acero galvanizado.

Figura 7.29. Una torre de enfriamiento galvanizada.
Al pensar en la Tabla 7.1 al comienzo de este capítulo, es difícil imaginar que el aluminio y, en algunos casos, el magnesio, son adecuados para fines de construcción, ya que son tan reactivos. La clave es que la alta reactividad induce la formación de una capa de óxido ajustada que protege el metal debajo. Los productos típicos de aluminio incluyen moldes de inyección, bloques de motor, radiadores, escaleras y pasarelas de torres de enfriamiento, pasamanos, aspas de ventiladores y otros componentes similares. El aluminio es resistente a la corrosión atmosférica y ese aspecto, junto con su peso ligero, lo convierten en un material excelente para los componentes de los aviones.
El aluminio es un material anfotérico, lo que significa que se corroerá a un pH bajo y alto.
El aluminio puede corroerse en aguas alcalinas con fosfato. Además, debido a que el aluminio es el más activo electroquímicamente que el acero, se corroe cuando se acopla al acero en entornos de agua de enfriamiento.
Esta sección examina brevemente dos problemas de corrosión no metálica principalmente relacionados con torres de enfriamiento grandes. Estas son la degradación de la madera (que puede servir como estructura de soporte de la torre) y el concreto, que es un material común para las cuencas de la torre de enfriamiento.
Para aquellas muchas torres de enfriamiento grandes que aún tienen componentes de madera, esta sección proporciona una descripción general de las influencias de degradación. El deterioro de la madera generalmente puede clasificarse en tres categorías: físico, químico y microbiológico.

Figura 7.30. Un ejemplo de putrefacción de hierro en componentes de madera.

Figura 7.31. Carga de peso excesiva en la plataforma de distribución (cabezal de 36”)
El siguiente debate describe los tres tipos principales de podredumbre fúngica por madera.
Pudrición marrón: La podredumbre marrón, también conocida como podredumbre seca, es más común en maderas blandas y ataca debajo de la capa conservante aplicada durante la fabricación. Los hongos persiguen la celulosa, dejando atrás ligninas de color oscuro. Puede penetrar profundamente en la madera.

Figura 7.32. Podre marrón.
Pudrición blanca: La podredumbre blanca es más común en los bosques duros y ataca las ligninas. Progresa más lentamente que la podredumbre marrón. La superficie de la madera se vuelve suave y encadenada, y parece blanqueada. La podredumbre blanca puede controlarse mediante tratamientos fungicidas superficiales en etapas tempranas de crecimiento. El fungicida penetra lentamente en la madera.

Figura 7.33. Pudrición blanca.
Pudrición suave: La podredumbre suave se produce solo en áreas lavadas con agua y se limita a la superficie en las primeras etapas. El ataque es más lento que la podredumbre blanca o marrón. La superficie parece agrietada y de color claro cuando está seca. La podredumbre blanda puede controlarse mediante un tratamiento microbiológico diligente con agua de enfriamiento.

Figura 7.34. Podre suave.
El concreto fue el material de construcción para las grandes torres de enfriamiento hiperbólicas en plantas nucleares y algunas plantas de carbón en el último siglo. Prácticamente no se han construido torres hiperbólicas en las últimas décadas y no se considerarán más aquí. Sin embargo, muchas de las grandes torres de tiro mecánicas de la industria pesada y la energía han reforzado las cuencas de concreto.

Figura 7.35. Torres de enfriamiento construidas con lavabos de concreto. Fuente: Encuesta de prospectos de plantas químicas de carbono de lluvia – Jason Miklavcic – 20 de diciembre, 2020.
El concreto es fuerte, se vierte en el sitio y puede tener una larga vida útil. A lo largo de los años, ha surgido un problema común en las plantas donde el ácido sulfúrico se utiliza para el control del pH del agua de enfriamiento y donde el ácido no se diluye antes de la inyección en la cuenca. El ácido sulfúrico de concentración de productos básicos (concentración del 93 al 98 %) tiene una densidad casi el doble de la del agua y se hundirá rápidamente en el piso de la cuenca si no se diluye, donde puede atacar el concreto y las barras de refuerzo de concreto.
El método principal para minimizar dicho daño es un sistema de dilución de ácido, que mezcla externamente ácido y agua, con la distribución de la mezcla a través de una cubeta por encima de la cuenca.

Figura 7.36. Tubería de dilución de ácido y canaleta sobre una cuenca de torre de enfriamiento. Foto cortesía de Global Treat, Inc. de Spring, Texas.
El cemento Portland estándar puede ser atacado por aguas con una alta concentración de sulfato (>1500 ppm), lo cual es posible en algunos sistemas de enfriamiento según el efecto de concentración de la torre. Este problema puede abordarse en la fase de diseño con un cálculo cuidadoso de la calidad del agua de aporte y la medida en que el sulfato se concentrará cuando la torre se cicle hasta alcanzar niveles normales. Las condiciones pueden requerir el uso de cemento Portland tipo V, que tiene una cantidad reducida de aluminato tricalciónico, normalmente uno de los componentes principales del cemento estándar.
Antes de examinar los métodos de control de la corrosión, analizaremos las causas principales de la deposición y el sarro en los sistemas de enfriamiento. Los programas de tratamiento de agua pasados y presentes suelen ser mezclas de inhibidores de corrosión y depósitos y, por lo tanto, el análisis de uno a menudo incluye el otro.
Además de la formación de incrustaciones, la deposición de sólidos en los sistemas de enfriamiento puede ocurrir mediante varios mecanismos adicionales, que incluyen:
Una ubicación común de flujo restringido, descrita en el Capítulo 6, es el llenado de la torre de enfriamiento.
El relleno de película de alta eficiencia proporciona una excelente transferencia de calor, pero al precio de una trayectoria de flujo tortuosa que reduce la velocidad del agua. El flujo acelerado a los intercambiadores de calor también puede establecer zonas de bajo flujo que recogen sólidos. Un elemento que a menudo se pasa por alto con grandes sistemas de enfriamiento son las patas muertas que pueden acumular materiales, incluidos microbios.
Las torres de enfriamiento son excelentes depuradores de aire, y muchos sólidos pueden introducirse a través de esa ruta de flujo. La entrada de polvo durante los períodos secos es un problema común. Otro ejemplo clásico con el que muchos operadores están familiarizados es la intrusión de semillas de madera de algodón y vegetación frondosa adicional que obstruye los coladores y otros equipos.
El agua y el aire están llenos de microbios que pueden formar colonias problemáticas en todos los sistemas de enfriamiento. La contaminación puede ocurrir muy rápidamente y potencialmente forzar la disminución de la potencia de la unidad o incluso el apagado del equipo dentro de los días del inicio microbiano. El slime protector secretado por algunos microbios atrapa fácilmente sólidos suspendidos que convierten el material en un producto similar al lodo.

Figura 7.37. Ensuciamiento de limo/sarro en un intercambiador de calor.
Una serie de criaturas acuáticas que se escapan de las rejillas de entrada de agua refrigerante pueden bloquear los extremos de entrada de los tubos del intercambiador de calor. Estas dificultades han sido particularmente problemáticas en los condensadores de superficie de vapor de una planta de energía. Algunas de las criaturas más comunes incluyen almejas asiáticas, mejillones de cebra e incluso peces pequeños como la sombra.
Muchas industrias grandes tienen numerosos intercambiadores de calor. Las fugas del intercambiador de calor pueden introducir contaminantes en el retorno de agua refrigerante a la torre. Particularmente problemáticos son los aceites y los hidrocarburos pesados que pueden recubrir el equipo del sistema de enfriamiento.
La corrosión es problemática por derecho propio, pero la corrosión libera productos que luego se alojan en otros lugares.
El Capítulo 1 incluyó un análisis sobre los productos de solubilidad y cómo cuando varios iones disueltos alcanzan un límite de solubilidad, se produce la precipitación de sólidos. Este es el mecanismo detrás de la formación de incrustaciones en los sistemas de agua.

Figura 7.38. Sección transversal de un tubo intercambiador de calor que muestra la formación de incrustaciones de carbonato de calcio.
En el Capítulo 2, aprendimos que el precipitado más común en las aguas naturales es el carbonato de calcio (CaCO3) y cómo la química de precipitación de CaCO3 puede utilizarse ventajosamente en las reacciones de ablandamiento de cal para el tratamiento del agua de aporte. Por el contrario, la formación no deseada de sarro de carbonato de calcio en los sistemas de agua, incluida la plomería doméstica, ha plagado a la humanidad durante años, y cuyo tratamiento lanzó la química moderna de control de sarro que conocemos hoy en día. Para revisar brevemente, casi todas las aguas naturales contienen iones de calcio disueltos (Ca2+) y alcalinidad al bicarbonato (HCO3–). Según diversas influencias, incluida la temperatura, los iones se precipitarán de la solución. La siguiente reacción es representativa de este proceso.
Ca2+ + 2HCO3– + calor → CaCO3↓ + CO2↑ + H2O | Eq. 7-14
El carbonato de calcio tiene tres polimorfos. La calcita es la forma termodinámicamente más estable y comprende la mayoría de los depósitos naturales.
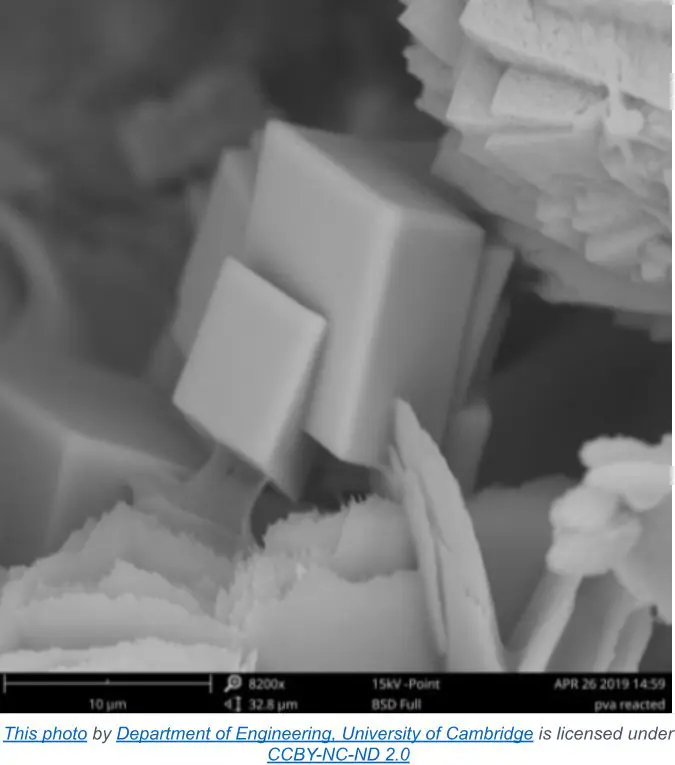
Figura 7.39. Cristal de calcita
Una forma menos estable es la aragonita, que se encuentra principalmente en el CaCO3 biosintético, como conchas y corales. La estructura final es varia, que rara vez ocurre en la naturaleza, pero desempeña un papel de transición importante en la formación de carbonato de calcio a partir de la solución.
La deposición de carbonato de calcio fue el impulsor del desarrollo de los primeros programas para predecir las tendencias de formación de incrustaciones (y corrosión) de las impurezas del agua. Estos desarrollos se destacan a continuación.
Índice de saturación de Langelier (LSI)
En 1936, el Dr. Wilfred F. Langelier (1886–1981) estaba investigando un problema de corrosión en la tubería de suministro de agua para Cleveland, Ohio. Aprendió que la corrosión podría reducirse al aumentar el pH del agua tratada, pero con la compensación del aumento del potencial de incrustación de carbonato de calcio.
Desarrolló el LSI; un modelo de equilibrio derivado de la evaluación teórica de la saturación de carbonato de calcio. Se dice que el agua está en saturación con carbonato de calcio cuando no se disuelve ni precipita el mineral. Sus cálculos podrían predecir cuándo se produciría la formación de sarro de carbonato de calcio midiendo las concentraciones de calcio, alcalinidad de bicarbonato, pH y sólidos disueltos totales, en todo el rango de temperatura del agua común.
La ecuación fundamental es:
LSI = pH – pHs | Eq 7-15
Dónde;
pH = (pK2 - pKs) + pCa + pAlk Eq 7-16
Los valores de pK2 y pK son una función de la temperatura. A medida que la técnica de LSI ganaba favor, los investigadores desarrollaron nomografías que permitían un cálculo rápido de (pK2 - pK) dentro de los rangos típicos de temperatura de recirculación abierta o de un solo paso.
La correlación empírica de los cálculos se resume de la siguiente manera:
Langelier pudo controlar la corrosión y evitar la formación de incrustaciones ajustando la alimentación de cal para mantener un rango de +0.5 a +1.0 LSI en el agua de la ciudad.
Para los sistemas de agua cerrados y de paso único, la adición de álcalis para aumentar el LSI a 0,5 o alrededor de este puede minimizar la corrosividad, pero no alcanzar condiciones severas de formación de incrustaciones. En un sistema de enfriamiento recirculante, puede ser posible elevar el LSI o los otros índices descritos a continuación aumentando los ciclos de concentración, lo que aumenta la dureza del calcio y la alcalinidad del carbonato.
Índice de estabilidad de Ryznar (RSI)
En 1944, John W. Ryznar (1912–1996) propuso una modificación sustancial al LSI. Descubrió que era posible que las aguas de baja dureza y alta dureza tuvieran el mismo LSI según la alcalinidad y el pH relacionado. Ryznar nombró a su relación el Índice de Estabilidad y corroboró su RSI con datos experimentales. La ecuación de Ryznar emplea los mismos datos que el LSI, pero el cálculo final es:
RSI = 2pH | Eq. 7-17
La correlación empírica de la RSI se resume de la siguiente manera:
Índice de escalamiento práctico (Practical Scaling Index, PSI)
El Índice de escalamiento práctico (Practical Scaling Index, PSI) fue desarrollado por Paul Puckorius (1930 – 2019), quien, cuando era joven, era asistente de Ryznar. Incorpora un pH calculado del agua basado en la capacidad de amortiguación, en lugar de simplemente medir el pH. La ecuación práctica del índice de escala (PSI) es:
(PSI) = 2(pHs) ‒ pHeq | Eq. 7-18
pHeq = 1,465 x log10 (alcalinidad total) + 4,54 | Eq. 7-19
La correlación empírica de PSI es la misma que la RSI. Al menos uno de los principales fabricantes de turbinas de combustión utiliza PSI para calcular las tendencias de incrustación para los enfriadores de aire de entrada. Colocar los cálculos en un programa de hoja de cálculo es sencillo.
Hay otros índices predictivos disponibles, incluidos el índice Oddo-Tomson, el índice Stiff-Davis, los niveles de saturación, el exceso momentáneo y otros. Es útil en este punto introducir otro cálculo, el índice de Larson-Skold para el potencial de corrosión. Los aniones agresivos como el cloruro y el sulfato son más conductores eléctricos que los aniones amortiguadores, el bicarbonato y el carbonato. En la década de 1950, el Dr. T. E. Larson y el Dr. R. V. Skold estudiaron la corrosividad de las aguas de los Grandes Lagos y desarrollaron la siguiente fórmula.
Índice de Larson-Skold = (epm Cl– + epm SO42-)/(epm HCO3– + epm CO32-) | Eq. 7-20
(epm = equivalentes por millón)
Descubrieron que cuando la relación de aniones fuertes a aniones débiles era inferior a 0,2, los aniones amortiguadores tienen una mayor influencia que los aniones corrosivos y pueden formar una película inhibidora natural. Sin embargo, cuando el índice aumenta por encima de 0,6, la situación se invierte y el potencial de corrosión es mayor. La relación empírica de Larson-Skold se basó específicamente en las aguas de los Grandes Lagos. Aunque se pueden calcular relaciones similares para otras aguas, las predicciones pueden ser diferentes.
Si bien algunas compañías de tratamiento de agua todavía utilizan estos cálculos para una evaluación rápida de las tendencias de incrustación de agua, los métodos carecen de las capacidades de los programas informáticos modernos, que representan factores adicionales, incluido el efecto iónico común. Hay programas bastante sofisticados disponibles que permiten al usuario ingresar no solo las condiciones del sistema y la química del agua cruda, sino también los tipos y concentraciones reales de inhibidores de incrustaciones. Los programas calcularán el rango normal y las condiciones límite para cualquier programa de tratamiento deseado. Las siguientes secciones examinan mecanismos de escalado adicionales.
Dependiendo de la química del agua de aporte, o de cómo cambia cuando se cicla en una torre de enfriamiento, otros depósitos minerales son posibles en los sistemas de enfriamiento. La Tabla 7-2 describe los más frecuentes.
Tabla 7-2. Otros depósitos comunes de incrustaciones de agua de enfriamiento
| Compuesto | Fórmula |
|---|---|
| yeso | CaSO4∙2H2O |
| Sílice | SiO2 |
| Silicato de magnesio | MgSiO3 |
| Fosfato de calcio | Ca3(PO4)2 |
| Fluorita | CaF2 |
Como se mostrará, en gran medida surgieron algunos problemas de descamación, y en particular aquellos relacionados con la deposición de sulfato y fosfato, a partir de avances o cambios en los programas de tratamiento químico.
Antes de continuar, se debe resaltar un punto importante con respecto a los compuestos minerales en la Tabla 7-2 en comparación con CaCO3. El anión en el carbonato de calcio es CO3. En términos químicos alternativos, el CO3 es la “base conjugada” del ácido débil H2CO3. Un análisis de ácidos y bases conjugados está más allá del alcance de este libro, pero la idea clave es que los depósitos de carbonato generalmente pueden eliminarse mediante la aplicación de ácido, incluso en forma diluida.
CaCO3 + H2SO4 → Ca2+(aq) + SO42-(aq) + H2CO3 | Eq. 7-21
H2CO3 �� de CO2↑ + H2O | Eq. 7-22
Por lo tanto, si el ácido se suministra en cantidades suficientes con contacto uniforme, los depósitos de CaCO3 se disolverán por completo a medida que el carbonato se convierta en dióxido de carbono. La alimentación de ácido sulfúrico a la composición de la torre de enfriamiento fue, y en algunos casos aún lo es, un método común para reducir la alcalinidad y reducir el potencial de formación de incrustaciones de CaCO3. Los requisitos de alimentación de ácido a menudo no son lo suficientemente grandes como para provocar la precipitación de sulfato de calcio, pero el problema no puede ignorarse.
Sulfato de calcio
Un problema a veces problemático es la descamación del yeso (CaSO4∙2H2O), influenciada por concentraciones elevadas de sulfato en la composición o por el tratamiento con ácido para eliminar el carbonato.
El sulfato de calcio tiene mayor solubilidad que el CaCO3, como se muestra a continuación.
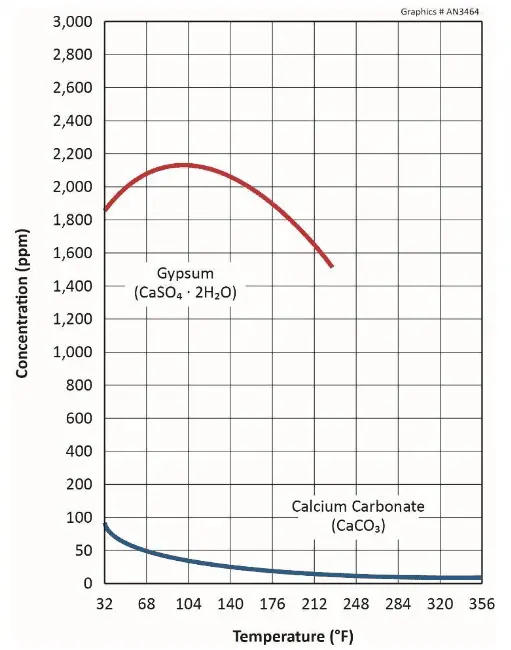
Figura 7.40. Solubilidades de CaCO3 y yeso en función de la temperatura.
La figura revela que el yeso también exhibe solubilidad inversa, pero no hasta que las temperaturas alcancen aproximadamente 105 oF.
Una pauta general común sugiere límites de 1200 ppm de calcio (mg/l como CaCO3) y 1200 ppm de sulfato (mg/l como SO4), o algunos múltiplos de este, para evitar la formación de incrustaciones a temperaturas normales del sistema de enfriamiento en agua no tratada. Pueden ser posibles límites más altos con el tratamiento químico, pero estos casos deben evaluarse de forma individual.
Fosfato de calcio
Como se describirá con mayor detalle en la siguiente sección, en la década de 1980 se produjo un cambio importante en el tratamiento químico de los sistemas de recirculación abierta con la adopción de la química inorgánica y orgánica del fosfato para el control de incrustaciones y corrosión. De repente, la deposición de fosfato tricálcico (Ca3(PO4)2) se convirtió en un problema importante en muchas instalaciones.
Además del fosfato tricálcico (Ca3(PO4)2), se pueden formar otras fases de fosfato de calcio en el agua de enfriamiento. A menudo se supone que la hidroxiapatita termodinámicamente estable (Ca5(PO4)3(OH)) es un prototipo adecuado para la predicción de la escala. Parece que durante la precipitación del fosfato de calcio, el fosfato de calcio amorfo (ACP) se forma primero seguido de la nucleación y transformación de fase de otros compuestos.
ACP → Precursor → Fase estable
La solubilidad del/de los fosfato(s) de calcio depende en gran medida del pH y la temperatura de la solución. Todas las especies muestran solubilidad inversa con respecto a esos dos parámetros. La tendencia de descamación del fosfato de calcio también depende de otras influencias, incluidas las de otros iones metálicos. Se deben considerar todos los factores al calcular el potencial de escalamiento.
Sílice/silicatos
La química acuosa de la sílice es compleja, y puede formarse cualquier cantidad de precipitados en dependencia de la temperatura, el pH y otros factores. Los posibles depósitos incluyen:
La sílice amorfa es simplemente SiO2. Muchas aguas superficiales contienen bajos niveles (<15 ppm) de sílice; sin embargo, algunas aguas subterráneas pueden tener concentraciones de hasta 75 a 80 ppm. A temperatura ambiente, el nivel de saturación de sílice es de alrededor de 150 ppm, por lo que a medida que la concentración de sílice aumenta a saturación y por encima, un proceso de polimerización induce la formación de sílice coloidal que puede unirse a las superficies del sistema. Esta deposición se produce principalmente en las ubicaciones más frías, como el llenado de torres.
En el intervalo de pH de aproximadamente 2,0 a 8,3, la solubilidad de la sílice es independiente del pH; sin embargo, la sílice disuelta se convierte en silicato (SiO3–) a medida que el pH aumenta por encima de 8,3. Los silicatos se precipitarán con cationes, especialmente magnesio y calcio. Estos compuestos exhiben solubilidad inversa con respecto al pH y la temperatura, y por lo tanto se acumularán primero en ubicaciones cálidas, es decir, intercambiadores de calor. Las escamas de sílice y silicato son muy tenaces y difíciles de eliminar. También son aislantes fuertes que reducen significativamente la transferencia de calor.
Algunos programas de tratamiento químico pueden permitir la operación con concentraciones de sílice disuelta a o tal vez incluso un poco por encima de 200 ppm. Sin embargo, es necesario tener un conocimiento exhaustivo de la química del agua para ampliar el alcance del programa. Por ejemplo, los iones polivalentes, tales como Zn2+ y Al3+, están rodeados por grupos hidroxilo que pueden catalizar la polimerización de sílice. Entre todos los cationes, el magnesio tiene el mayor potencial de inducir la deposición de silicato.
La sílice disuelta puede analizarse mediante espectrofotometría ultravioleta/visible (UV/VIS) mediante el método de molibdato. La medición total de sílice, incluida la forma coloidal donde existe sílice como partículas sólidas, requiere técnicas más avanzadas, como espectroscopia de plasma acoplado inductivamente (ICP) o de absorción atómica (AA).
Los métodos de tratamiento químico para la corrosión y el control de incrustaciones han estado entrelazados durante años, y esta sección proporciona una revisión de los programas más comunes durante el último medio siglo o más, y cómo se han diseñado los métodos pasados y presentes para abordar ambos problemas.
Regresó a la Ecuación 7-14. A mediados del siglo pasado, un programa de tratamiento muy popular para los sistemas de recirculación abierta fue la alimentación de ácido sulfúrico para el control de incrustaciones (para establecer un rango de pH común de 6,5-7,0), con alimentación de cromato disódico (Na2Cr2O7) para el control de la corrosión. Este último compuesto proporciona iones de cromato (CrO42-) que reaccionan con el acero al carbono para formar una capa de acero pseudo-inoxidable que puede ser bastante protectora.
Sin embargo, en las décadas de 1970 y 1980, el reconocimiento de la toxicidad del cromo hexavalente (Cr6+) provocó una prohibición de la descarga de cromo al medio ambiente, lo que esencialmente eliminó el tratamiento con cromato para los sistemas abiertos de agua de enfriamiento. El programa de reemplazo fue bastante diferente, y un concepto clave fue el funcionamiento a un pH levemente básico (generalmente alrededor de 8,0 o quizás un poco más alto) para ayudar con el control de la corrosión. Las sustancias químicas del tratamiento central se convirtieron en fosfatos inorgánicos y orgánicos. Pero, como veremos, esta química más complicada (en comparación con el cromato ácido) aumentó el potencial de incrustación. La Figura 7.41 ilustra concisamente la relación general entre la corrosión y la incrustación.
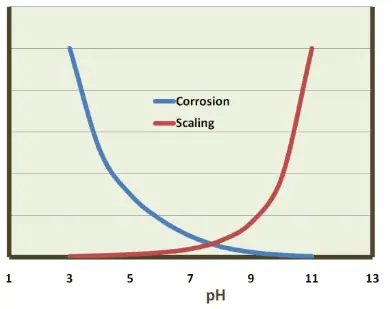
Figura 7.41. Relación general entre la corrosión y la incrustación como una función del pH.
La capacidad del fosfato para influir en el pH se demuestra mediante la reacción del fosfato trisódico (Na3PO4, TSP) en agua.
Na3PO4 + H2O �� de NaH2PO4 + NaOH | Eq. 7-23
La química del TSP se ha utilizado durante décadas para ajustar el pH en generadores de vapor de alta presión (consulte el Capítulo 4). Pero los fosfatos inorgánicos cuando se aplican solos al agua de enfriamiento pueden inducir la formación de Ca3(PO4)2 pesado y, de hecho, cuando la química del fosfato emergió como reemplazo del cromato ácido, la deposición de fosfato de calcio se volvió muy problemática. En consecuencia, surgieron formulaciones que incluían polifosfatos, fosfatos orgánicos (también conocidos como fosfonatos), polímeros y a menudo una pequeña concentración de zinc, todos diseñados para el control integrado de incrustaciones y corrosión.
La concentración óptima de fosfato residual depende de factores como el índice LSI/RSI/PSI del agua, el pH, la temperatura y el tipo de otros inhibidores en el programa de tratamiento. Demasiado fosfato puede provocar la formación de sarro de fosfato tricalcio en superficies calientes. El fosfato también puede precipitarse con hierro y aluminio.
Un rango típico de control de ortofosfato es de 6 a 18 ppm.
Los polifosfatos contienen múltiples átomos de fósforo conectados entre sí a través de puentes de oxígeno como se muestra en la Figura 7.42. Los polifosfatos generalmente contienen de 3 a 5 unidades y tienen átomos de oxígeno con carga negativa que atraen cationes, incluidos el calcio y el hierro. Esta atracción secuestra eficazmente los cationes, evitando que formen depósitos.
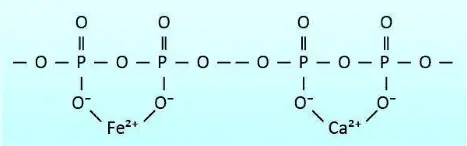
Figura 7.42. Estructura de polifosfato con iones de hierro y calcio secuestrados.
Una “concentración umbral” es necesaria para inhibir el descamado del carbonato de calcio cuando las concentraciones están en niveles de saturación. El polifosfato también se combina con el manganeso. El tripolifosfato sódico ((Na5P3O10), el pirofosfato tetrasódico (Na4P2O7) y el hexametafosfato sódico ((NaPO3)6) son solo algunos de los polifosfatos. Normalmente se necesitan de 2 a 5 ppm de polifosfato en un programa de tratamiento. Los polifosfatos se hidrolizarán y volverán a ser ortofosfatos, donde varios factores como el tiempo de residencia y la temperatura influyen en la velocidad de reversión.
Los fosfonatos inhiben la formación de incrustaciones mediante la adsorción en cristales activos para retardar la nucleación y la tasa de crecimiento de cristales. Los fosfonatos también actúan como secuestradores que forman complejos con varios cationes. Algunos fosfonatos proporcionan protección contra la corrosión, como se describe brevemente aquí y en la siguiente sección. A continuación se muestran cuatro fosfonatos comunes.
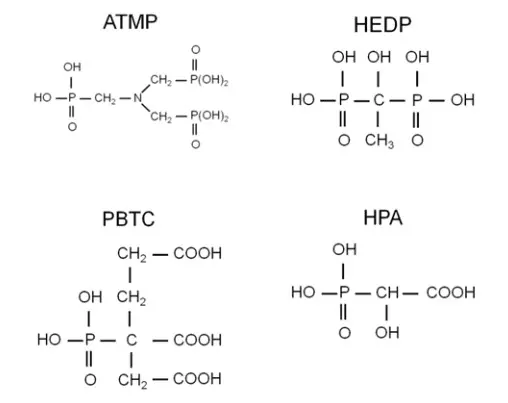
Figuras 7.43a, b, c y d. Ácido amino trimetilenofosfónico; ácido 1-hidroxietilideno 1,1-difosfónico; ácido 2-fosfonobotano-1,2,4-tricarboxílico; ácido hidroxifosfónico
La ATMP fue el primer fosfonato y se introdujo a principios de la década de 1970 para el control de la incrustación de carbonato de calcio. Sirvió como reemplazo de polifosfatos y podría extender los índices de saturación descritos anteriormente a:
La ATMP mostró propiedades inhibidoras de corrosión de justas a buenas en los rangos de pH alcalinos de los programas de fosfonato de fosfato (luego nuevos). Sin embargo, la ATMP tiene una baja tolerancia a los biocidas oxidantes como el cloro, y también puede formar precipitados de fosfonato de calcio.
Se produjo una mejora con HEDP, que tiene un rendimiento similar al ATMP, pero tiene una mayor tolerancia a los oxidantes. HEDP reemplazó a ATMP en la mayoría de las aplicaciones. Investigaciones adicionales llevaron al desarrollo de PBTC, que tiene una tolerancia aún mayor tanto al cloro como al bromo que la HEDP. Observe los grupos de ácido carboxílico (COOH) en esta molécula, que se revierten a carboxilato (COO–) en soluciones alcalinas. El carboxilato es un grupo funcional clave para muchos dispersantes de control de depósitos. La PBTC ofrece una buena protección contra la corrosión; sin embargo, es más costosa que otros productos.
HPA es una adición más reciente a la familia de inhibidores de corrosión/escamas de organofosfato y es particularmente eficaz porque forma una capa monomolecular con calcio en superficies metálicas.
Los fosfonatos casi siempre se mezclan con otros agentes de control de depósitos e inhibidores de corrosión (principalmente anódicos). El rango normal de control de fosfonatos es de 2 a 10 ppm (como PO4).
El desarrollo de polímeros para la modificación y el secuestro de cristales ha mejorado la química del control de depósitos. La Figura 7.44 ilustra varios grupos funcionales para polímeros importantes de tratamiento de agua.
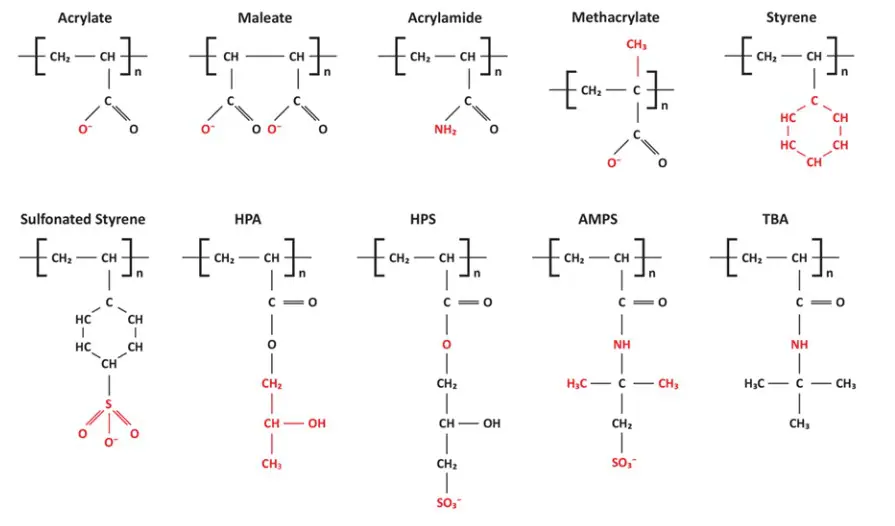
Figura 7.44. Grupos funcionales en polímeros de control de depósitos. HPA, acrilato de hidroxipropilo; HPS, 2-hidroxipropilsulfonato; AMPS: ácido 2-acrilamido-2-metilpropano sulfónico; TBA, acrilato de terc-butilo.
Junto con los grupos funcionales, la estructura y el tamaño del polímero influyen en la inhibición de incrustaciones. Son comunes las moléculas de 500 a 15,000 daltones de tamaño, pero en algunos casos los polímeros mucho más grandes pueden funcionar bien. Algunos polímeros se diseñaron para controlar el carbonato de calcio, el sulfato de calcio y los depósitos relacionados con el hierro, y otros para controlar los fosfatos de calcio que pueden surgir de los programas de tratamiento con fosfato/fosfonato.
Las formulaciones avanzadas pueden incluir copolímeros, ter y cuádruples que tienen varios grupos funcionales diferentes para tratar aguas complejas. Los compuestos inhiben la formación de incrustaciones a través de varios mecanismos, incluidos el secuestro, la modificación de cristales y la dispersión de cristales.
Como puede observarse en la Figura 7.44, algunos de los compuestos tienen los mismos grupos funcionales, es decir, sulfonato y carboxilato, que los de las resinas de intercambio iónico para el tratamiento del agua de aporte (consulte el Capítulo 3). Para ambas aplicaciones, los sitios activos con carga negativa se unen a los cationes, incluidos el calcio y el magnesio. La diferencia clave es que las resinas de intercambio de iones sólidos están contenidas dentro de un recipiente, mientras que los polímeros solubles y móviles de control de depósitos se mueven por todo el sistema de agua de enfriamiento. Los nombres genéricos o comerciales comunes para estos polímeros incluyen:
Algunos polímeros modifican o distorsionan los cristales incipientes.
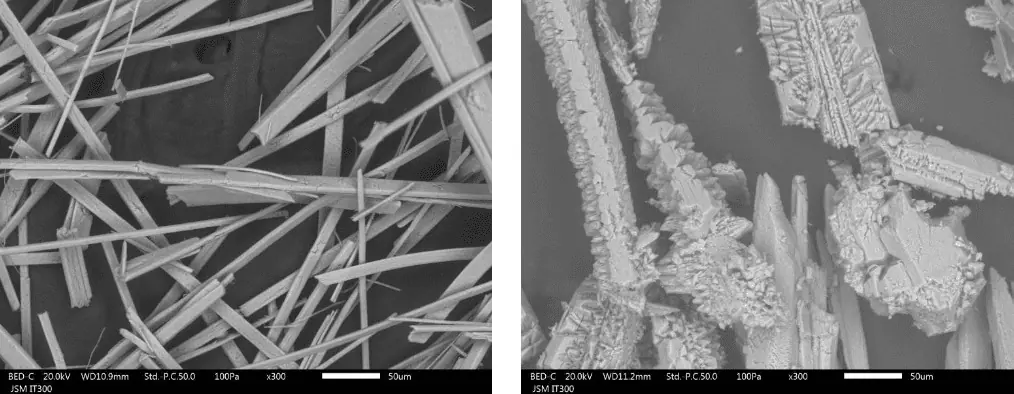
Figura 7.45a y b. Crecimiento ordenado y distorsionado de cristales de carbonato de calcio.
Los cristales distorsionados no exhiben ninguno de los cristales similares a agujas o de cara plana que se muestran en la Figura 7.45a, sino que la estructura es mucho más frágil, friable y no forma granos de cristal grandes. PA, PMA y compuestos similares son eficaces para controlar el carbonato de calcio.
El control de incrustaciones de fosfato de calcio es más difícil, especialmente en superficies de transferencia de calor. La prevención de incrustaciones puede requerir copolímeros o terpolímeros que incluyan grupos de sulfonato.
El hierro presenta un desafío para la química del polímero, ya que el hierro se une fuertemente a los sitios carboxílicos y de sulfonato, reduciendo su efectividad para el secuestro de calcio. Sin embargo, en muchas aguas, la concentración de hierro es baja y no presenta problemas significativos.
Los dispersantes poliméricos se cargan principalmente negativamente. Las partículas suspendidas generalmente también tienen una carga negativa general. Los polímeros mejoran la carga negativa, lo que provoca una mayor repulsión que mantiene las partículas en suspensión. La dispersión puede ser eficaz en sólidos suspendidos de tamaño fino, como productos de limo, arcilla y corrosión, y posiblemente algunos residuos microbiológicos. PAA y PMA son buenos productos para la dispersión.
Un factor a menudo importante para el control de depósitos es mejorar la capacidad de los polímeros para penetrar los depósitos. Esto es especialmente cierto para los orgánicos, incluidos los aceites y las grasas, ya que estos compuestos unen los depósitos. Biofilm también es un agente de unión especialmente fuerte. Los surfactantes pueden ayudar a descomponer estos materiales. Todos los compuestos catiónicos, aniónicos y no iónicos están disponibles.
Los tensioactivos no iónicos son similares a los detergentes al tener un grupo funcional hidrófilo (amante del agua) y una cadena lipófila (amante del aceite). A medida que el extremo lipofílico se une con aceites, el extremo hidrófilo se une a las moléculas de agua para eliminar el aceite. Las modificaciones estructurales a los sitios activos lipofílicos e hidrofóbicos permiten una química de solvatado especializada.
Los tensoactivos aniónicos sirven para la dispersión de limo y sólidos suspendidos. Los tensoactivos aniónicos a veces producen espuma, que generalmente no es un problema con los compuestos no iónicos.
Los dispersantes catiónicos son principalmente biodispersantes o biocidas. En la sección de control microbiológico de este capítulo se proporcionan más detalles sobre estos productos químicos.
Cuando el limo o la macroincrustación afectan el rendimiento del intercambiador de calor, la instalación del equipo de retrolavado puede ser beneficiosa, si la unidad puede desconectarse periódicamente para su limpieza.
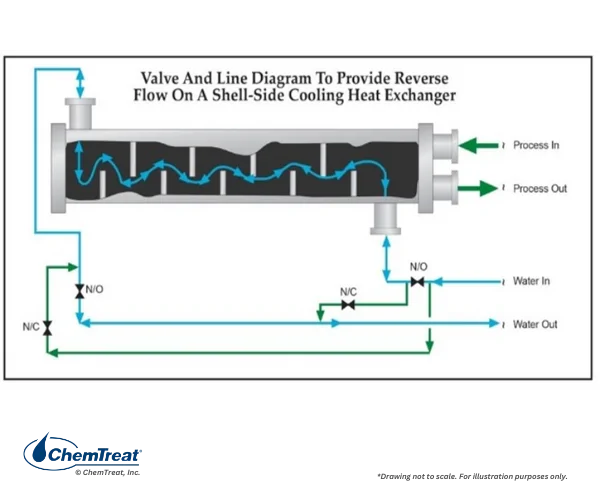
Figura 7.46a. Disposición de tuberías para lavado de flujo inverso.
Otra modificación es instalar un colector debajo del intercambiador de calor para que el aire golpee el agua del lado de la carcasa. Esto se ilustra en el siguiente dibujo.
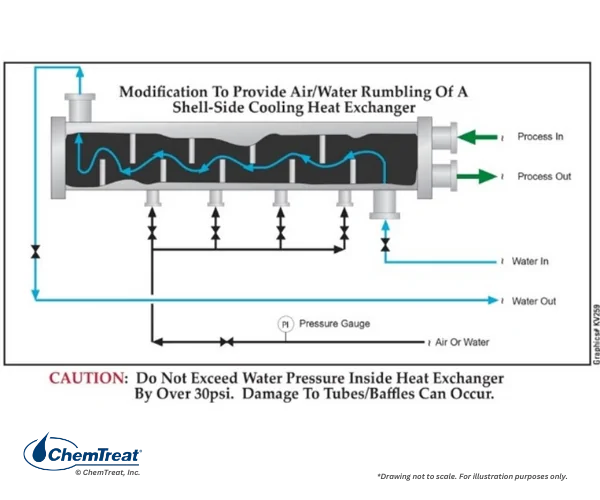
Figura 7.46b. Disposición de tuberías para golpes de aire.
Las secciones iniciales de este capítulo describieron muchos de los problemas más importantes de corrosión del sistema de enfriamiento. Ahora examinaremos las técnicas modernas de control de corrosión.
Cuando los programas de agua de enfriamiento de recirculación abierta se cambiaron de tratamiento con ácido-cromato a tratamiento con fosfato-fosfonato-polímero-zinc, gran parte de la química de estos últimos programas también sirvió para el control de la corrosión.
Considere nuevamente el diagrama básico del mecanismo de corrosión más común en los sistemas de agua de enfriamiento, el ataque del acero al carbono por el oxígeno disuelto. Como recordatorio, la oxidación y pérdida de metales ocurren en los ánodos, con transferencia de electrones y reducción de especies disueltas en los cátodos.
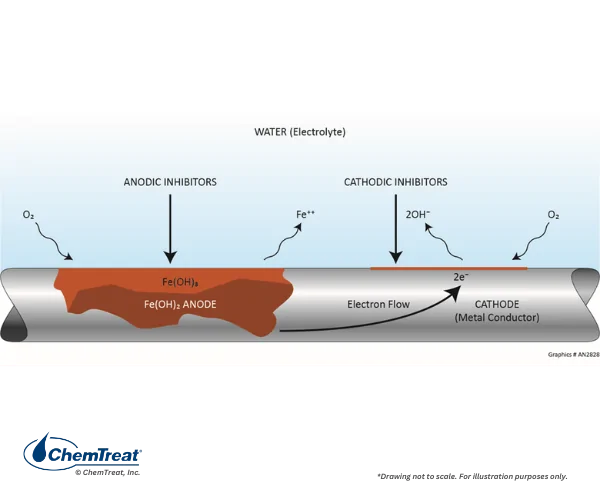
Figura 7.47. Diagrama básico de corrosión del acero al carbono en agua oxigenada.
Los inhibidores de corrosión despolarizan eficazmente (reducen o detienen el flujo eléctrico) la reacción de corrosión en el ánodo o cátodo, o ambos con programas de inhibidores combinados. En general, los inhibidores catódicos se precipitan en el sitio catódico de pH localmente alto para formar una barrera que limita la tasa de reducción de oxígeno. Los inhibidores anódicos típicamente promueven la formación de un óxido metálico estable en la superficie del ánodo. Esto limita la disolución del metal. Se ha producido un avance considerable con el desarrollo de productos formadores de película que protegen toda la superficie metálica. La revisión de esta tecnología de filmación sigue el análisis a continuación de la inhibición anódica y catódica tradicional.
Tabla 7-3. Inhibidores comunes de la corrosión
| Anódico | Catódico | Filmación |
|---|---|---|
| Molibdato | Fosfatos orgánicos | Azoles (para aleaciones de cobre) |
| Nitrito | Ortofosfato | Aminas de filmación |
| Ortofosfato | Polifosfatos | Polisilicatos |
| Cinc | RPSI* |
*RPSI significa inhibidor de polihidroxialmidón reactivo. Los detalles aparecen más adelante en este capítulo.
La sección anterior sobre formación de incrustaciones sugirió que el carbonato de calcio es el depósito más natural y, a menudo, el más problemático. Sin embargo, cuando las concentraciones de alcalinidad de calcio y bicarbonato existen con moderación, la presencia de ambos puede ser beneficiosa. Si el agua tiene al menos 50 ppm de dureza de calcio y 50 ppm de alcalinidad (ambos como CaCO3), los constituyentes potencialmente ofrecen cierta protección contra la corrosión como inhibidor catódico. La clave es que en los cátodos mostrados en la Figura 7.47, la producción de iones de hidroxilo genera una región localizada de pH elevado. Esto puede inducir la formación de una capa ligera de carbonato de calcio que inhibe la transferencia de electrones en los cátodos.
Como se ha descrito, el ortofosfato es un ingrediente principal en los programas de fosfato-fosfonato para elevar el pH a un rango ligeramente alcalino y minimizar la corrosión general. Además, el ortofosfato reacciona con el hierro (Fe2+) generado en los ánodos para formar un precipitado hierro-fosfato que se deposita en los ánodos y ayuda a inhibir las reacciones electroquímicas. Los análisis de espectroscopia de electrones han demostrado que la capa inhibidora real es un complejo de hierro gamma con una fórmula de FeOOH•FePO4. El compuesto pasiva los ánodos y reprime las reacciones de corrosión. Esta película monomolecular se descompone con el tiempo y, por lo tanto, requiere una concentración continua de fosfato.
El ortofosfato también actúa como inhibidor catódico en ciertas condiciones. Así como el pH más alto localizado en el cátodo precipita carbonato de calcio y, como veremos, hidróxido de zinc, también puede precipitar fosfato de calcio.
Como se indicó, el polifosfato secuestra cationes multivalentes como el calcio y el hierro para inhibir la incrustación. Estos complejos desarrollan una carga neta positiva y migran a cátodos para formar un depósito de barrera. El depósito bloquea el oxígeno de la superficie, lo que reduce la corriente de corrosión.
El zinc ha sido un aditivo estándar para los programas de fosfonato de fosfato, con una concentración común recomendada de 0,5-1,0 ppm. El zinc reacciona con los iones hidroxilo producidos en los cátodos para formar un precipitado de hidróxido de zinc (Zn(OH)2) que despolariza las reacciones catódicas. El zinc puede ser eficaz contra la corrosión por picaduras. Ha sido una práctica común combinar zinc con un inhibidor de corrosión anódico, como el ortofosfato, para una protección completa contra la corrosión.
Muchos compuestos de zinc son altamente insolubles, incluido el fosfato de zinc, y, si hay contaminantes de sulfuro presentes, el sulfuro de zinc.
La descarga de fósforo a los cuerpos naturales de agua es una preocupación considerable y creciente, y los efectos que dicha descarga tiene en la proliferación de proliferaciones de algas tóxicas.

Figura 7.48. Imagen satelital terrestre del lago Erie durante un evento de floración de algas perjudiciales de septiembre 2017.
En muchos lugares ahora, la descarga de fósforo es limitada si no está completamente prohibida. También se restringe la descarga de metales, incluidos el zinc y el cobre. Estas restricciones son un factor importante en el cambio de programas basados en fósforo a programas de formación de película alternativos.

Como han sugerido las secciones anteriores, la función clave de los inhibidores de corrosión es proteger las superficies metálicas. Los programas anteriores de cromato ácido fueron excelentes en este sentido, ya que con el tiempo el cromato reaccionaría con toda la superficie metálica y establecería continuidad, siempre y cuando se mantuviera suficiente concentración residual en el agua de enfriamiento. Pero el cambio en los programas de fosfonato de fosfato alteró esta metodología. La inhibición de la corrosión se logra en gran medida mediante la precipitación de productos sólidos en cátodos y ánodos. Estos depósitos pueden eliminarse, lo que permite la corrosión localizada. Por el contrario, la sobrealimentación puede inducir una fuerte precipitación de fosfato de calcio y, a veces, fosfonatos de calcio.
En consecuencia, según un esfuerzo de investigación de varios años analizado en la referencia 3, ChemTreat desarrolló un conjunto de programas de control de corrosión sin fosfato/sin zinc y sin ensuciamiento, que “interactúan directamente con superficies metálicas para formar un complejo reactivo de inhibidor de polihidroxialmidón (RPSI) que es independiente del calcio, pH u otros componentes químicos del agua”. La química establece una capa protectora directa en superficies metálicas, a diferencia de los programas de fosfato/fosfonato que dependen de la deposición de productos de reacción para formar barreras protectoras, que, como se ha observado, pueden ser difíciles de controlar.
Un ejemplo clásico de la necesidad de métodos de protección contra la corrosión mejorados se muestra en la siguiente ilustración de un intercambiador de calor de tubo y carcasa de dos pasos, cuya agua refrigerante en ese momento se trataba con un programa tradicional de fosfonato de fosfato.
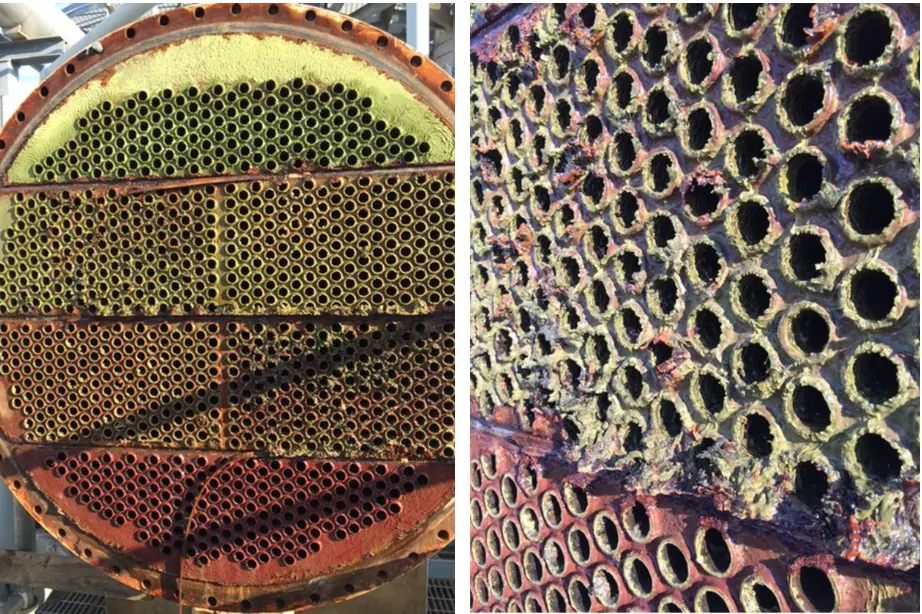
Figura 7.49. Intercambiador de calor de dos pasos en un programa de fosfato-fosfonato justo antes de un cambio en la química del tratamiento.
En el extremo de entrada del intercambiador de calor (los tubos inferiores de esta unidad), la corrosión fue problemática. En el lado de salida del calentador (la mitad superior), la deposición y la formación de incrustaciones fueron problemáticas. Por lo tanto, el programa original no fue efectivo para mitigar la corrosión o la deposición en dependencia de la ubicación. Un cambio a la química de RPSI eliminó ambos problemas.
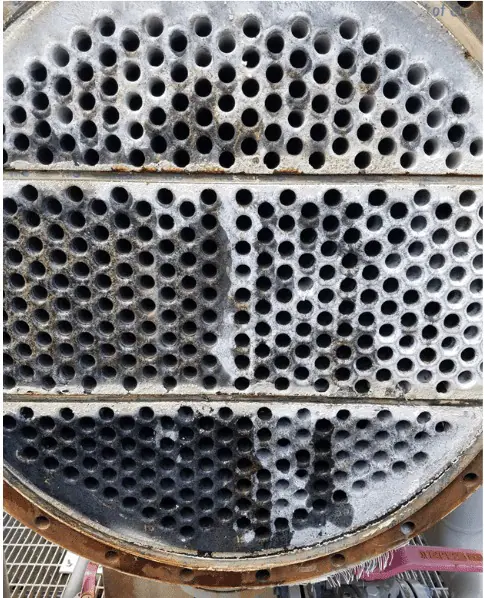
Figura 7.50. Un intercambiador de calor similar en la química de RPSI.
La refrigeración primaria en muchas industrias es un aspecto crítico de la operación, y las molestias pueden costar mucho dinero en la pérdida de eficiencia y producción. Pero a menudo se pasan por alto los sistemas auxiliares de agua de enfriamiento cerrada, que también sirven a procesos vitales. La falla de un sistema cerrado tiene el potencial para cerrar una parte, incluso la totalidad, de una planta.
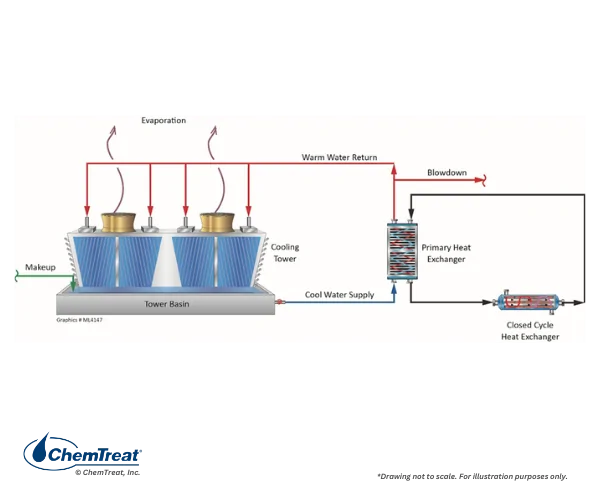
Figura 7.51. Esquema general de una disposición de sistema de refrigeración de recirculación abierta primaria y secundaria cerrada.
El control químico estricto es un aspecto que hace que el enfriamiento cerrado sea efectivo para muchas aplicaciones. Sin embargo, la negligencia del tratamiento y el monitoreo del agua puede provocar corrosión y contaminación.
El término sistema de agua de enfriamiento “cerrado” es algo malo, ya que prácticamente todos los sistemas experimentan fugas o pequeñas pérdidas que requieren compensación. (Si se ha producido corrosión grave, estas pérdidas pueden ser significativas). Los sistemas a menudo están diseñados con un tanque de cabeza para el maquillaje y para manejar los cambios en la demanda. Algunos tanques principales están abiertos a la atmósfera, lo que permite que el oxígeno ingrese al agua de enfriamiento e influya en el potencial de corrosión.
Si bien puede ser posible utilizar agua con diversas cualidades en los sistemas de CCW, una opción común y el enfoque principal de esta discusión es el agua condensada o desmineralizada que se trata especialmente. La selección de condensado sobre agua menos pura minimiza la posibilidad de dificultades por compuestos de dureza que forman sarro o agentes corrosivos como cloruro y sulfato. Para los sistemas que podrían congelarse durante climas fríos, puede ser necesaria una solución de glicol. Obviamente, esta química puede influir en los requisitos de monitoreo y dosificación.
El material típico de las tuberías para los sistemas CCW es el acero al carbono, y el acero inoxidable o tal vez las aleaciones de cobre son una opción común para los tubos del intercambiador de calor o las placas en un intercambiador de placa y marco. Otros metales pueden incluir aluminio o aquellos metales contenidos en accesorios soldados dentro de bobinas de enfriamiento del intercambiador de calor. Al planificar un programa de tratamiento, es importante conocer la metalurgia completa del sistema.
Dos inhibidores comunes de corrosión del agua de enfriamiento son el nitrito y el molibdato, como se describe a continuación.
El nitrito (NO2‒), generalmente alimentado como nitrito de sodio (NaNO2), es un inhibidor anódico en virtud de la reacción química con hidróxido de hierro en los ánodos. El nitrito de sodio es una sustancia química económica y segura de manipular. Como se muestra en las siguientes reacciones, el nitrito promueve la formación de una capa pasiva de óxido de hierro en la superficie metálica.
9Fe(OH)2 + NO2 → 3Fe3O4 + NH4 + 2OH + 6H2O | Eq. 7-24
9Fe(OH)2 + NO2 → 3(Fe2O3) + NH4 + 2OH + 3H2O | Eq. 7-25
Frecuente es la adición de un agente formador de alcalinidad/agente amortiguador para mantener el pH dentro de un rango levemente alcalino.
Los inhibidores anódicos como el nitrito también se conocen como inhibidores “peligrosos”, porque si los residuos caen por debajo de los límites del umbral, se desarrollará una pequeña cantidad de ánodos en un entorno catódico grande. Puede producirse una picadura rápida. En consecuencia, un rango de residuos de nitritos recomendado común es de 500 a 1000 ppm para inhibir la corrosión general y las picaduras. Sin embargo, cuando se usa con otros inhibidores como el molibdato, los residuos de nitrito más bajos pueden ser satisfactorios. Una preocupación con el nitrito es que es un excelente nutriente para las bacterias. Nitrobactera agilis puede crecer rápidamente al convertir el nitrito en nitrato. Un ejemplo clásico proviene de una planta de ensamblaje de automóviles, donde las bacterias nitrificantes taparon los pequeños tubos de agua de enfriamiento serpentina en las soldadoras automáticas. Los biocidas oxidantes no son adecuados para el control microbiológico, ya que los oxidantes convierten el nitrito en nitrato. Un biocida no oxidante (consulte el análisis más adelante en este capítulo) puede proporcionar un control eficaz.
El molibdato de sodio (Na2MoO4) se utilizó por primera vez como inhibidor de corrosión en 1939 para sistemas de enfriamiento automotriz. Parece que el molibdato actúa de manera similar al cromato y se adsorbe en la matriz de óxido de hierro en los ánodos.
Fe2+ + MoO42- → FeMoO4↓ | Eq. 7-26
Esta capa puede evolucionar aún más en lo que se conoce como complejo de hierro gamma. Las investigaciones demuestran que el molibdato actúa como inhibidor de picaduras por su capacidad para acumularse dentro de la parte ácida de un pozo y bloquear el proceso de corrosión. Un rango de control común para el molibdato es aproximadamente 1/3 de nitrito. Aunque el molibdato es un oxianión, requiere algo de oxígeno residual para ser eficaz. Es posible que ingrese suficiente oxígeno disuelto a través de la composición del agua de enfriamiento o del tanque de la cabeza para proporcionar la cantidad necesaria.
El molibdato es una sustancia química costosa y los costos pueden ser prohibitivos en algunas aplicaciones.
El cobre es un metal excelente para la transferencia de calor y, por lo tanto, se han seleccionado aleaciones de cobre para muchos tubos de intercambiador de calor. Si bien el cobre es un metal más noble que el hierro, es posible una corrosión significativa en ciertos entornos. Como se indicó anteriormente, la combinación de oxígeno disuelto y amoníaco puede ser particularmente corrosiva. Los métodos de control de corrosión más populares durante años han utilizado azoles, en otro ejemplo de química formadora de película. La Figura 7.52 ilustra el efecto general.
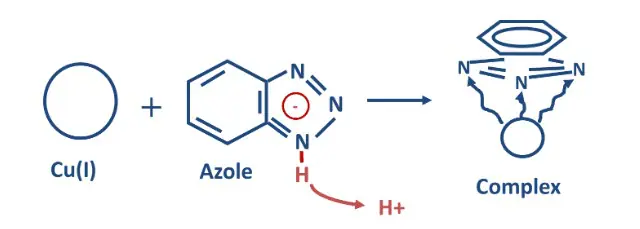
Figura 7.52. Ilustración de la inhibición de la corrosión de la aleación de cobre por parte de los azoles.
Los ázoles se unen con átomos de cobre en la superficie metálica a través de un grupo de nitrógeno activo. Luego, el anillo orgánico tipo placa forma una barrera para proteger el metal del fluido a granel. Los azoles más comunes se enumeran a continuación.
El 1,2,3-benzotriazol (BZT – C6H5N3) es el compuesto que se muestra en la Figura 7.52. Es el azol más fundamental, pero ofrece una buena inhibición de la corrosión en los sistemas de agua de enfriamiento circulante.
El toltriazol (TTA – C7H7N3) es similar al BZT pero con un grupo metil agregado al anillo orgánico.
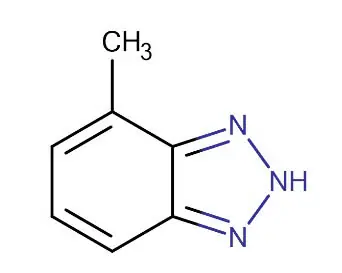
Figura 7.53. Estructura del toliltriazol.
El grupo metil ayuda a orientar la molécula para establecer una película de barrera más uniforme.
Otro de los primeros azoles es el 2-mercaptobenzotiazol (MBT), que tiene dos grupos de azufre en el anillo de nitrógeno. Uno de los átomos de azufre también se une con cobre para formar una película pasiva gruesa.
Una dificultad con estos compuestos originales es el ataque de biocidas oxidantes que, por supuesto, son necesarios para el control microbiológico. Las compañías de tratamiento de agua han desarrollado azoles resistentes a halógenos que contienen grupos secundarios adicionales para resistir el ataque oxidante.
Las concentraciones recomendadas de azol generalmente se mantienen dentro de un rango de 1 a 10 ppm, y a menudo de 2 a 5 ppm.
Además de unirse con la superficie metálica, los azoles también forman complejos con iones de cobre libre en solución. Por lo tanto, el cobre disuelto contribuye a la “demanda” de azol, que debe satisfacerse antes de que se pueda producir la película superficial. Sin embargo, si el azol se aplica correctamente, cualquier cobre libre debe desaparecer rápidamente y normalmente no estar presente a partir de entonces. Los Azoles siguen siendo una parte importante de muchos programas FlexPro.
El agente reductor orgánico dietilhidroxilamina (DEHA, (C2H5)2NOH)) es un pasivador metálico así como un eliminador de oxígeno, y puede usarse en sistemas cerrados. La mayoría de los otros agentes reductores, que incluyen hidrazina, carbohidrazida, eritorbato y metiletilcetoxima, rara vez se utilizan fuera de los sistemas de calderas.
La reacción de pasivación del hierro por DEHA es la siguiente:
27Fe2O3 + (C2H5)2NOH → 18Fe3O4 + N2↑ + 4CH3COOH + 3H2O | Eq. 7-27
Las ventajas de los pasivadores orgánicos incluyen que contribuyen muy poca conductividad al agua, reducen químicamente el oxígeno, amortiguan el agua y pasivan el metal. Esto puede ser muy importante para algunos procesos de enfriamiento que tienen un flujo de calor extremadamente alto y temperaturas de la piel metálica. En la fabricación de acero, por ejemplo, la campana, la lanza y los electrodos del horno están expuestos a temperaturas superiores a 3000 °F (1650 °C). Otros procesos industriales exponen los equipos de enfriamiento a corrientes eléctricas muy altas, como soldadores automatizados en plantas de ensamblaje automotriz. El agua TDS alta puede causar arcos eléctricos y cortocircuitos que dañan el equipo. A menudo se requiere agua de enfriamiento con TDS bajo (≤500 μS/cm) en dichas aplicaciones, un requisito que puede ser posible con pasivadores orgánicos.
Algunos compuestos adicionales pueden, en ciertas situaciones, servir como inhibidores de corrosión. Las siguientes secciones examinan dos de ellas.
Silicatos
El ortosilicato de sodio, o como el anión SiO32‒, se usó por primera vez en 1921 y es un inhibidor de corrosión anódico de tipo precipitación similar al ortofosfato. Los silicatos han sido inhibidores populares en los sistemas de agua potable, ya que no son tóxicos y ocasionalmente se utilizan para aplicaciones de agua de enfriamiento.
El ortosilicato técnicamente es una mezcla de monómeros de sílice que coexisten con sílice polimerizada, también conocida como polisilicato (Figura 7.54). El porcentaje de compuestos de poli-en comparación con compuestos orto depende del producto de silicato original, la concentración del silicato en agua, el pH y el tiempo de retención.
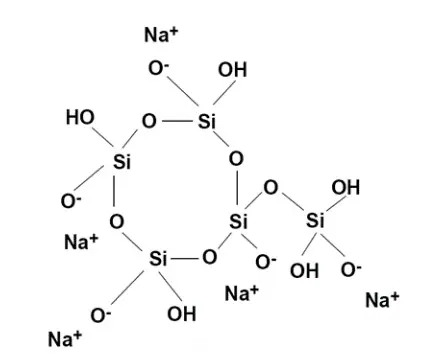
Figura 7.54. Estructura de polisilicato.
El ortosilicato se adsorbe inicialmente sobre los ánodos en la superficie metálica, donde reacciona con el hierro para formar una capa monomolecular delgada.
Fe2+ + SiO32- + 2H2O → FeO∙Si(OH)3↓ + ½H2↑ | Eq. 7-28
La capa bloquea el contacto entre el oxígeno y el metal y reduce la corrosión. Finalmente, toda la superficie metálica se cubre, aislando efectivamente el metal de las reacciones electroquímicas. El examen microscópico y radiográfico de la barrera de silicato indica la formación de dos capas, con la mayor parte de la sílice en una capa superficial adyacente al agua.
Una pauta común es una dosis inicial de silicato para establecer un residual de 25 ppm por encima de la concentración de fondo. Es típico de 30 a 60 días de operación en este nivel. Luego, la concentración puede reducirse a 8–12 ppm por encima del fondo para el control normal. La película no se construye sobre sí misma y, por lo tanto, no formará escala. Sin embargo, el tratamiento puede ser muy problemático en sistemas de recirculación abierta o intercambiadores de calor con alta transferencia de calor debido al potencial de formación de incrustaciones de silicato de magnesio o calcio. Otro posible incrustante es el silicato de aluminio, que podría producirse si el alumbre se utiliza como coagulante para la aclaración previa al tratamiento del agua de aporte.
Borato
El tetraborato de sodio pentahidratado (Na2B4O7•5H2O) es un inhibidor anódico que protege los metales ferrosos contra la corrosión. Parece que el borato produce una capa de borato férrico en superficies metálicas, lo que fomenta la formación de óxido férrico que actúa como barrera para el transporte de iones de hierro, particularmente iones férricos, desde la superficie metálica. Al ser un inhibidor relativamente débil, el borato complementa otros inhibidores como el nitrito o el silicato. Una característica clave de los boratos es una buena capacidad amortiguadora a un pH ligeramente básico de 8,3 o ligeramente superior.
Los boratos y el ácido bórico pueden proteger contra diversas formas de degradación de la madera por hongos; sin embargo, las concentraciones necesarias son mucho más altas que las que se pueden mantener razonablemente en los sistemas de enfriamiento de recirculación.
En algunas aplicaciones, hay métodos disponibles para proteger los metales mediante métodos mecánicos o eléctricos. Esta sección analiza uno de cada uno, galvanizando desde el lado de los materiales y usando ánodos de sacrificio desde un aspecto eléctrico.
El galvanizado de acero al carbono es común para muchas aplicaciones, incluidos los componentes estructurales de la torre de enfriamiento. Las torres de enfriamiento galvanizadas pequeñas (consulte la Figura 6.9 en el capítulo anterior) a menudo pueden ser ideales desde un punto de vista de equilibrio entre estabilidad estructural y costo.
Crítico para una larga vida útil del zinc es el acondicionamiento adecuado del recubrimiento galvanizado para establecer una pátina protectora de zinc gris oscuro. Esto se puede lograr exponiendo componentes galvanizados a la atmósfera durante un período de varios meses. Como se mostró anteriormente en la Figura 7.28, las barandas de protección a lo largo de carreteras y otras estructuras de zinc expuestas a la atmósfera desarrollan esta pátina naturalmente.
Para los componentes de la torre de enfriamiento que se instalan sin exposición atmosférica a largo plazo, es necesario acondicionar el material durante quizás dos meses antes de poner la unidad en servicio para evitar la formación de “óxido blanco”. Los detalles de esta química se describen más adelante en la “Sección de limpieza y pasivación preoperatoria” de este capítulo.
La tecnología de ánodo sacrificio ha estado disponible durante décadas para proteger tuberías, tanques, cajas de agua del condensador y otros equipos. En estas aplicaciones, un metal más reactivo que el acero, por ejemplo, magnesio, aluminio, zinc, se acopla a la estructura en ubicaciones estratégicas. Cuando se desarrollan celdas de corrosión, los electrones fluyen desde el elemento más reactivo a través de los cables de conexión hacia la estructura y los sitios catódicos en el acero. Esto deja el acero intacto a expensas de bloques de metal fácilmente reemplazables.
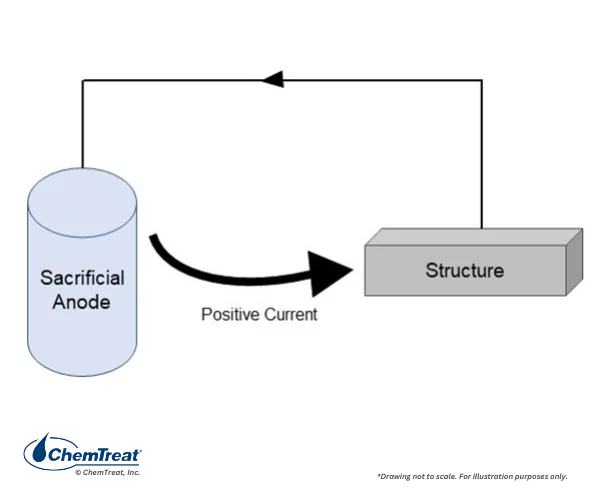
Figura 7.55. Diagrama básico de un ánodo de sacrificio. El metal disuelve los electrones liberadores que fluyen hacia los cátodos.
De acuerdo con la referencia 4, una versión más avanzada del proceso es la protección catódica de corriente impresionada en la que “se conecta (o impresiona) alguna fuente externa de energía de corriente continua entre la estructura y los ánodos del lecho de tierra”. Estos sistemas son comunes en las tuberías. Debido a que la corriente se genera directamente, los ánodos menos reactivos que el magnesio y el aluminio son aceptables y pueden incluir acero de baja aleación.
Los sistemas de ánodos actuales sacrificados e impresionados deben diseñarse cuidadosamente, ya que pueden estar por debajo o por encima de lo especificado. Demasiada poca corriente permitirá que el metal primario se corroa en los ánodos localizados, mientras que demasiada corriente puede generar reacciones en la superficie metálica que causan ataque, por ejemplo, fragilización de hidrógeno. El debate adicional está más allá del alcance de este libro.
Los sistemas de agua de enfriamiento proporcionan un entorno ideal, cálido y húmedo, para el crecimiento microbiológico. Las bacterias pueden formar colonias en muchos lugares, los hongos atacarán la madera de la torre de enfriamiento y las algas proliferarán en las áreas iluminadas por el sol, particularmente en las cubiertas y otras áreas expuestas. Los microorganismos más avanzados como la ameba y los protozoos a menudo se multiplican en colonias microbianas establecidas. Estos organismos más complejos pueden mejorar el crecimiento de la bacteria Legionella.
Para controlar microorganismos, se emplean rutinariamente biocidas registrados por EPA, tanto oxidantes como no oxidantes, a veces junto con un biopenetrante/biodispersante. Esta sección analiza los microbios comunes que florecen en los sistemas de agua industriales y describe las estrategias de control.
Las bacterias consisten en procariotas unicelulares (microbios que carecen de un núcleo celular definido) y pueden ser tan pequeños como 0.1 micrones. Las bacterias pueden clasificarse en cinco grupos según sus formas básicas: esférico (cocos), varilla (bacilos), espiral (espirilla), coma (vibrios) o sacacorchos (espiroquetos). Pueden existir como células únicas, en pares, cadenas o grupos. Sin embargo, la forma por sí sola no es un buen indicador de un tipo bacteriano porque una sola cepa de bacterias puede adoptar diferentes formas dependiendo de las condiciones de crecimiento. Las diferentes especies pueden tener morfologías similares.
Las bacterias tienen una amplia gama de necesidades de nutrientes, oxígeno y energía. Las bacterias aeróbicas requieren oxígeno, mientras que las bacterias anaeróbicas prosperan sin oxígeno. Los anaerobios facultativos son microbios que producen energía mediante respiración aeróbica si hay oxígeno presente, pero pueden cambiar a un proceso de fermentación si no hay oxígeno. Las bacterias se categorizan como planctónicas (flotación libre) en el agua a granel o sésiles en colonias unidas a superficies. Los microbios sésiles son responsables de las biopelículas y suelen ser la principal preocupación cuando se trata del impacto en el rendimiento del sistema de agua.
Las bacterias también se agrupan por rangos de temperatura óptimos para el crecimiento; bacterias termofílicas, superiores a 122 °F (50 °C), mesófilos dentro de un rango de 68–99 °F (20–37 °C) y psicófilos a 39–50 °F (4–10 °C). Los microbios que pueden crecer y prosperar en entornos extremos se denominan extremos, y si bien cada especie de bacteria crece mejor dentro de un rango de temperatura óptimo, la mayoría también puede adaptarse y crecer a temperaturas fuera del rango óptimo.
En la mayoría de los sistemas de agua de enfriamiento industriales modernos, el pH se mantiene en un rango alcalino para el control de la corrosión, y esto es ideal para el crecimiento bacteriano. Las bacterias más comunes son las del género Pseudomonas, pero otras especies incluyen:
Figura 7.56. Pseudomonas aeruginosa.
Cuando se desarrollan colonias, los aerobios, los anaerobios y los organismos facultativos generalmente se establecen dentro de la biomasa.
El término hongos incluye levaduras y moho. Los hongos son un grupo de organismos eucariotas no fotosintéticos que son más grandes que las bacterias. La mayoría de los hongos son aeróbicos y requieren oxígeno para sobrevivir. La levadura, como las de cerveza o vino, son anaerobios facultativos. Los hongos son organismos importantes para muchos procesos de tratamiento de desechos a medida que descomponen el material orgánico. En los sistemas industriales de agua de enfriamiento, estos atributos pueden ser perjudiciales. Los hongos Basidiomycetes y Ascomycetes pueden atacar la madera de la torre de enfriamiento.
Mientras que la levadura es un tipo de hongos que contiene solo células individuales, los mohos contienen múltiples núcleos idénticos. Las colonias se caracterizan por filamentos multicelulares (y a veces coloridos) en forma de hilo llamados hifas. Los mohos son importantes industrialmente para la producción de antibióticos y queso.
Los hongos prosperan en entornos ácidos y son menos activos en los sistemas modernos de agua de enfriamiento según la operación típica dentro de un rango de pH ligeramente básico. Sin embargo, no es raro encontrar hongos en los depósitos de biopelícula, lo que sugiere un entorno ácido dentro de la biopelícula.
Figura 7.57. Hongos filamentosos.
Las algas son un grupo diverso de organismos acuáticos fotosintéticos que requieren luz solar. Las algas son fotoautótrofos, lo que significa que pueden producir muchos nutrientes necesarios a partir del dióxido de carbono, el agua y la luz solar. El fosfato es un nutriente crítico adicional y es un factor limitante del crecimiento.
En los sistemas de enfriamiento de recirculación abiertos, las algas crecen en aquellas áreas expuestas al sol, especialmente en las plataformas de torres de flujo cruzado. Muchas de estas torres han cubierto terrazas para bloquear la luz solar, lo que limita las oportunidades de crecimiento de algas. Si no se controla, la contaminación por algas puede provocar un flujo de agua desequilibrado en la torre de enfriamiento y una menor eficiencia operativa. Sin embargo, las algas pueden aparecer en otras áreas iluminadas por el sol.

Figura 7.58. Crecimiento extremo de algas en el costado de una torre de enfriamiento.
Como se señaló anteriormente, los microbios en el agua de enfriamiento son de flotación libre o sesiles. Las condiciones del sistema dictarán, en alguna medida, el desarrollo sésil. Por ejemplo, las altas velocidades pueden evitar físicamente que los microbios se asienten. Cuando los microbios se adhieren a las superficies, algunos organismos comienzan casi inmediatamente a producir una capa protectora de polisacáridos comúnmente denominada biopelícula o slime. Los aerobios generalmente crecen en las capas exteriores de la biopelícula (cerca del fluido a granel) mientras que los anaerobios crecen en áreas de baja concentración de oxígeno, es decir, en la base de la biopelícula. El limo atrapa otros microorganismos, limo, productos de corrosión y residuos adicionales en aguas industriales.
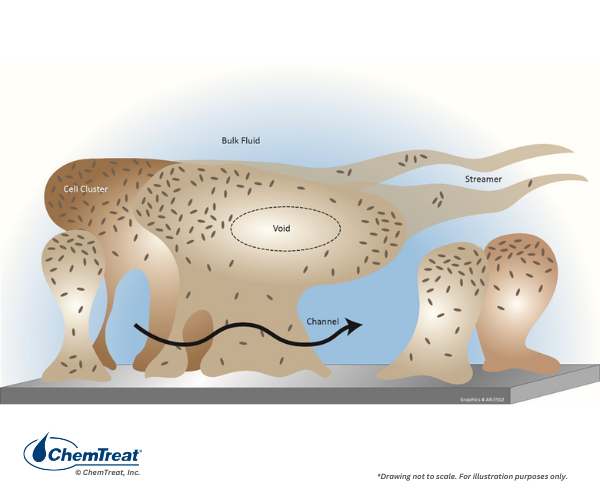
Figura 7.59. Estructura de biopelícula.
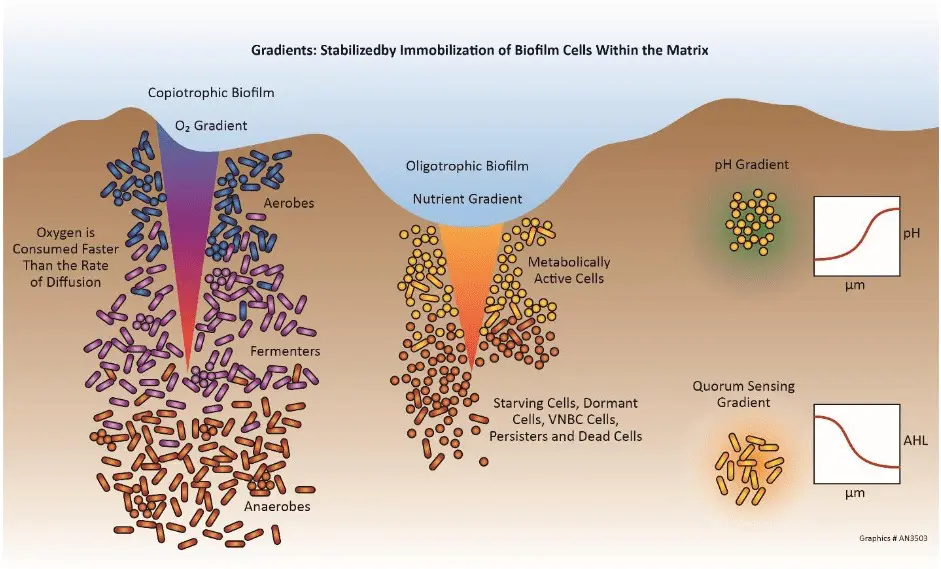
Figura 7.60. gradientes de nutrientes en la biopelícula.

Figura 7.61. Biolima. Crédito fotográfico: CBE-MSU Bozeman.
La biopelícula protectora hace que los microorganismos sesiles sean más difíciles de matar que los microbios planctónicos. El trabajo del profesor Phil Stewart en la Universidad Estatal de Montana ha demostrado que el movimiento de cualquier molécula en una biopelícula está limitado por la difusión y la reactividad. Por lo tanto, el alcance de la penetración de biocidas está limitado por la reactividad de la molécula hacia el slime protector. Examinaremos estos conceptos en breve. Idealmente, el sistema de alimentación de biocidas de agua de servicio/refrigeración de una planta ha sido diseñado y funciona correctamente para matar organismos planctónicos antes de que puedan establecer colonias. Sin embargo, muchas veces el personal de la planta debe lidiar con el tratamiento de colonias bien establecidas.
Formas de vida más altas: Ameba y Protozoa
Como se indicó anteriormente, si las colonias microbiológicas se establecen bien, a menudo surgen formas de vida más altas. Ameba y protozoos son microbios eucariotas unicelulares ubicuos. La célula protozoaria puede tener apéndices especializados como cilios o flagela para el movimiento.
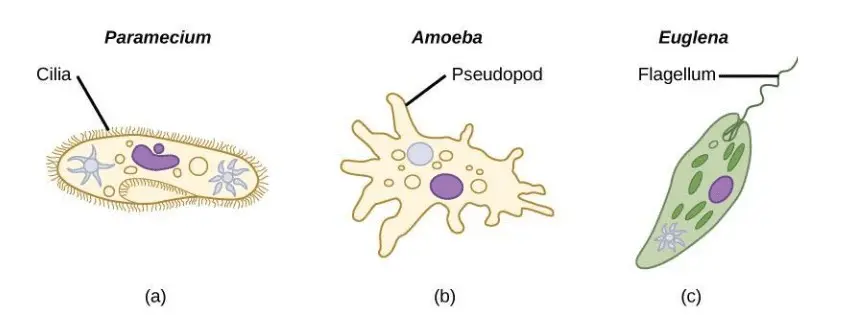
Figura 7.62. Imágenes de formas de vida microbiana más altas.
Si bien muchos tipos de ameba pueden causar problemas de salud humana, se conoce bien la relación entre la ameba, el protozoo y las bacterias Legionella. Legionella es el organismo descubierto por primera vez en 1976 cuando infectó a personas que asistían a una convención de la Legión Estadounidense en Filadelfia. Casi tres docenas de personas murieron y muchas más se enfermaron. Se rastreó hasta el vapor de agua que contenía las bacterias en la columna de escape de una torre de enfriamiento en el techo del hotel de convenciones. El vapor ingresó a la entrada de una unidad de manejo de aire y se diseminó por el hotel.
La bibliografía científica contiene un fascinante conjunto de evidencia que documenta la relación entre Legionella y ameba. El vínculo entre la Legionella y la amebae fue demostrado por primera vez por Rowbotham, quien demostró que la amebae podía servir como anfitriones de la Legionella. Poco después, Kurtz describió el aislamiento de las amebas en aguas de enfriamiento que contienen Legionella, prestando así un mayor apoyo a la teoría de Rowbotham sobre la relación entre las dos. Un informe posterior de Rowbotham ofreció un mecanismo para el crecimiento y la proliferación de Legionella dentro de la especie amebae, la polifagia de Acanthamoeba.
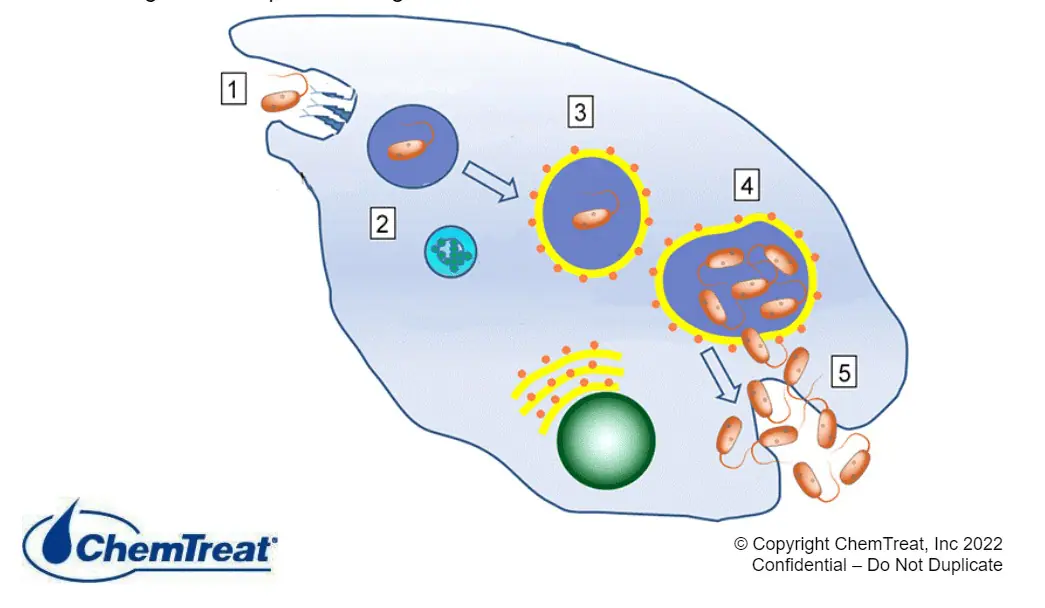
Figura 7.63. Ameba/protozoo con Legionella adentro.
Muchos informes surgieron sobre los mecanismos de crecimiento y liberación de Legionella de estos organismos más altos, pero la conclusión es que el diseño y la operación adecuados del sistema de alimentación de biocidas son fundamentales para minimizar todas las formas de contaminación microbiológica. Otra medida importante es encontrar y eliminar todas las tuberías de pierna muerta. El agua estancada puede permitir que los organismos proliferen.
Amoeba y protozoos son mucho más resistentes a los efectos biocidas de los halógenos que los microorganismos más simples, pero son susceptibles a varios biocidas no oxidantes de uso común.
La contaminación de las superficies por organismos más grandes que las bacterias o los hongos se considera macroincrustación. Los organismos comunes son mejillones, almejas y barnáculos.
Las almejas de agua dulce se volvieron problemáticas por primera vez en los Estados Unidos a fines de la década de 1970 cuando la almeja asiática, Corbicula flominea, ingresó al país. Alrededor de 1986, Dreissena polimorpha, el mejillón cebra, se introdujo en los Grandes Lagos. Estos mejillones son nativos del área del mar Negro y Caspio y pueden lograr densidades de hasta 700.000 personas por metro cuadrado.

Figura 7.64. Ensuciamiento de los mejillones Quagga del equipo de agua refrigerante. Observe cómo los mejillones se unen entre sí, así como las superficies del equipo.
Ambos organismos presentan desafíos significativos para la ingesta de agua y los sistemas, pero los mejillones de cebra han sido el foco principal en los últimos años después de su propagación desde los Grandes Lagos a través de varias vías fluviales en el este y medio oeste de los Estados Unidos.
Como nota preliminar para el siguiente análisis de biocidas de agua de enfriamiento, muchos países, incluidos los Estados Unidos, Canadá y México, han establecido límites en el uso de compuestos antimicrobianos en entornos industriales. Se requiere el registro del producto, que generalmente viene con limitaciones sobre cómo y dónde se puede aplicar el producto. Los productos con el mismo tipo y nivel de componentes activos, pero con diferentes nombres comerciales, requieren el registro como entidades separadas. En los Estados Unidos, los registros se encuentran bajo la jurisdicción de la Agencia de Protección Ambiental (Environmental Protection Agency, EPA) y la Ley Federal de Insecticidas, Fungicidas y Rodenticidas (Federal Insecticide, Fungicide, and Rodenticide Act, FIFRA).
Además del registro federal, se pueden aplicar regulaciones estatales/territoriales/provinciales adicionales sobre el uso de productos antimicrobianos. La mayoría de las empresas, especialmente las instalaciones más grandes, también requieren procesos finalizados antes de que se pueda aplicar un nuevo químico. Las plantas también deben cumplir con los límites de descarga para algunos compuestos. En los EE. UU., estas regulaciones se encuentran bajo el auspicio del Sistema Nacional de Eliminación de Descargas por Contaminación (National Pollution Discharge Elimination System, NPDES) creado dentro de la Ley de Agua Limpia (Clean Water Act, CWA) de 1972. Las regulaciones requieren permisos aprobados antes de que una corriente de agua con productos químicos de tratamiento, incluidos biocidas, pueda descargarse al medio ambiente. Los estados individuales deben hacer cumplir las regulaciones del NPDES, pero son libres de imponer pautas más estrictas si lo desean.

Para la gran mayoría de las aguas de recirculación y de enfriamiento de una sola pasada, los biocidas oxidantes son la columna vertebral del programa de control microbiano, ya que la química generalmente representa el método más rentable para mantener la limpieza del sistema. Los sistemas más difíciles de tratar también pueden beneficiarse de un biocida no oxidante suplementario y/o la adición de un biopenetrante/biodispersante. Los compuestos más comunes en cada categoría se analizan a continuación.
Numerosas referencias sugieren que 1893 fue el año en el que el cloro se aplicó por primera vez como biocida de agua potable, con un rápido desarrollo de la tecnología a principios del siglo XX.
El gas cloro fue el caballo de batalla para beber agua y luego para enfriar el tratamiento del agua durante muchos años. Los cilindros de una tonelada se convirtieron en el método de almacenamiento en muchas instalaciones, agua potable y otros. Cuando se agrega cloro al agua, se produce la siguiente reacción:
Cl2 + H2O �� de HOCl + HCl | Eq. 7-29
El HOCl, ácido hipocloroso, es el agente de destrucción y funciona penetrando las paredes celulares y luego oxidando los componentes celulares internos. La eficacia y la potencia de eliminación de este compuesto se ven muy influenciadas por el pH debido a la naturaleza de equilibrio del HOCl en agua, como se muestra a continuación.
xHOCl �� de H+ + OCl- | Eq. 7-30x
El OCl- es un biocida mucho más débil que el HOCl, probablemente porque la carga en el OCl-ion no le permite penetrar eficazmente las paredes celulares. La disociación del ácido hipocloroso aumenta drásticamente en relación con el aumento del pH.
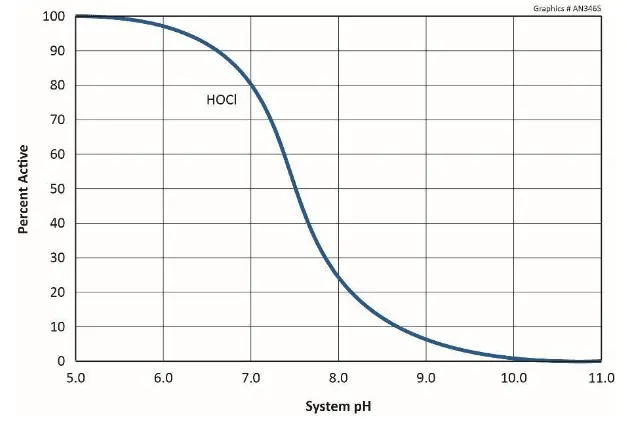
Figura 7.65. Disociación de HOCl en función del pH.
Debido a que muchos programas de tratamiento de corrosión/escamas de torres de enfriamiento operan con un pH alcalino, a menudo cerca o ligeramente por encima de 8,0, la química del cloro recto puede no ser la mejor opción.
Debido a problemas de seguridad con el cloro gaseoso, muchas instalaciones industriales cambiaron a hipoclorito de sodio líquido (NaOCl, también conocido como blanqueador), con una concentración de cloro activo común del 12,5 %. El blanqueador a menudo contiene una pequeña cantidad de hidróxido de sodio, por lo que cuando se inyecta en la corriente de agua de enfriamiento, aumenta el pH, quizás solo ligeramente. Sin embargo, si el agua es alcalina para comenzar, la mayor parte del reactivo existirá como el ion OCl. Una alternativa es la generación de hipoclorito en el sitio, que ha demostrado ser eficaz en algunas aplicaciones.
Demanda de cloro
Como oxidante fuerte, el ácido hipocloroso puede reaccionar con compuestos que a menudo están presentes en las aguas de enfriamiento y proceso de recirculación. Los más prominentes son el amoníaco y los orgánicos. La suma de estas reacciones no antimicrobianas se denomina “demanda de cloro”. Las reacciones consumen biocida y reducen la concentración disponible para atacar a los microbios. Algunas reacciones también pueden producir compuestos orgánicos halogenados, cuya concentración de descarga puede regularse.
Alternativas al cloro
Como se ha observado, el poder de eliminación del cloro disminuye con el aumento del pH. Una respuesta popular a esta dificultad ha sido la química del bromo, donde un oxidante de cloro (la lejía es la opción común) y el bromuro de sodio (NaBr) se mezclan en un chorro deslizante y se inyectan en el agua refrigerante. La reacción produce ácido hipobromoso (HOBr), que tiene potencias de eliminación similares a las del HOCl, pero funciona de manera más efectiva con pH alcalino.
HOCl + NaBr �� de HOBr + NaCl | Eq. 7-31
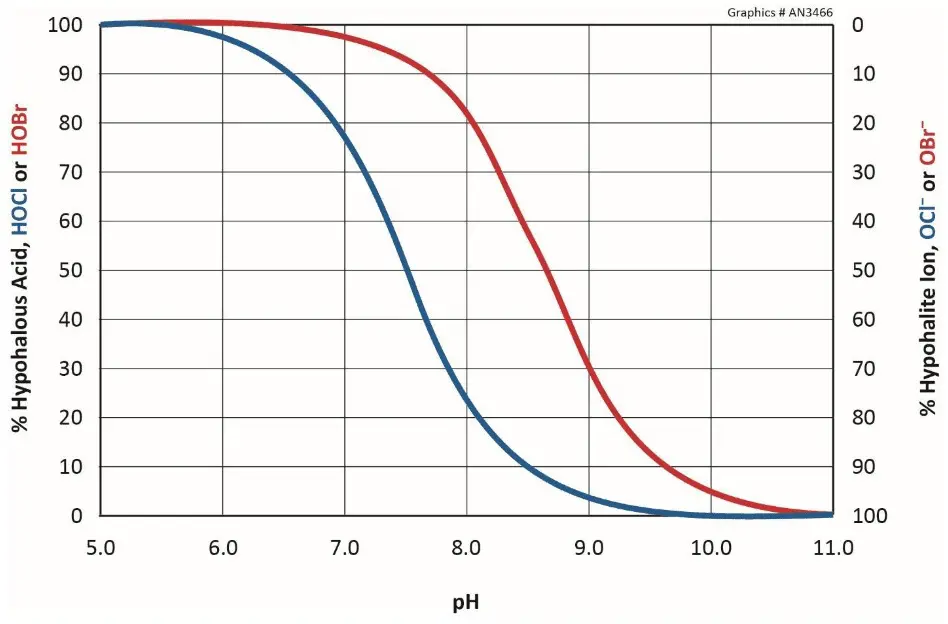
Figura 7.66 Comparación de HOCl y disociación de HOBr.
Al igual que el ácido hipocloroso, el ácido hipobromoso es un oxidante fuerte que también tiene una demanda de halógeno. Sin embargo, a diferencia del cloro que reacciona irreversiblemente con el amoníaco, la reacción de bromo-amoníaco es reversible y, por lo tanto, deja libre el bromo para la actividad hacia los microbios.
Estabilizadores halógenos
Hay varios compuestos químicos disponibles que pueden estabilizar el cloro y el bromo y luego liberar los oxidantes gradualmente, y donde más se necesitan. El halógeno estabilizado exhibe típicamente una menor potencia oxidante en comparación con el halógeno original, pero esta oxidación reducida realmente ofrece beneficios con respecto al control microbiano en el sentido de que reduce las reacciones no deseadas con el slime protector.
Tres clases de estabilizadores dominan el mercado: sulfamato, dimetilhidantoína e isocianuratos.
La estructura del sulfamato se muestra a continuación.
Figura 7.67. Estructura molecular del sulfamato.
Los halógenos estabilizados con sulfamato son quizás los compuestos más comunes de este tipo. Están disponibles en forma líquida y se ofrecen principalmente como mezclas de especies de bromo y cloro.
Otra opción son las especies estabilizadas de cloro y bromo dimetilhidantoína.
Figura 7.68. Estructura de hidantoína básica.
Estos compuestos están disponibles como comprimidos/envases, gránulos y polvos. Cada producto tiene características de disolución individuales, lo que requiere una evaluación cuidadosa al seleccionar un sistema de alimentación. Un diseño común para alimentar productos sólidos es un recipiente pequeño en el que se pueden cargar los comprimidos/discos y que luego se disuelven gradualmente en un chorro de agua de enfriamiento que regresa al sistema principal. También es posible que los sistemas líquidos produzcan hidantoína estabilizada a demanda a través de la reacción del hipoclorito de sodio con dimetilhidantoína líquida.
Para completar el trío de clases de halógenos estabilizados están los isocianuratos, disponibles principalmente como sólidos. Las formulaciones sólidas son bastante estables, lo que permite una larga vida útil.
Figura 7.69. Estructura de isocianurato general. “R” representa una molécula orgánica, generalmente de cadena corta.
Existen muchas de las mismas limitaciones para el cloro y el bromo para los halógenos estabilizados. Los productos primero deben mezclarse con agua y no directamente con otros productos químicos que puedan causar contaminación o reacciones adversas. Las formulaciones de productos líquidos a menudo introducen algo de cáustica al agua.
Dióxido de cloro
El dióxido de cloro (ClO2) es un gas a temperatura ambiente que es estable y soluble en agua hasta una concentración máxima de aproximadamente 3000 ppm. Debe prepararse en el sitio mediante la reacción de clorito de sodio (NaClO2) o clorato de sodio (NaClO3) con un agente oxidante adicional en condiciones ácidas. El dióxido de cloro es más costoso que los halógenos, pero las técnicas de producción modernas han reducido el costo.
El estado de oxidación del cloro en la molécula de ClO2 es +4, lo que la hace bastante reactiva a muchos compuestos. Sin embargo, el dióxido de cloro exhibe un alto grado de selectividad de reacción y puede penetrar biopelículas para atacar microbios. La selectividad es ventajosa para otras aplicaciones de tratamiento de agua, incluida la destrucción de fenol de aguas residuales y el control de olores.
Debido a que el dióxido de cloro existe como un gas en la solución, se elimina fácilmente por aireación. El ClO2 debe introducirse debajo de la superficie de las aguas receptoras para minimizar las pérdidas. La manipulación de los precursores químicos para el dióxido de cloro, que puede incluir ácido sulfúrico, requiere atención a la seguridad, aunque los generadores modernos de ClO2 generalmente están diseñados teniendo en cuenta la seguridad. Es importante cumplir estrictamente con las pautas operativas.
Cloraminas
Las cloraminas han servido para el control microbiano en sistemas de agua industriales durante más de un siglo. En agua que contiene amoníaco, la alimentación continua de cloro producirá una serie de cloraminas, comenzando a partir de monocloramina (NH2Cl), luego dicloramina (NHCl2) y finalmente tricloruro de nitrógeno (NCl3). La solución alcanza el “punto de ruptura” una vez que se ha consumido todo el amoníaco, en el que aparece el cloro libre.
La monocloramina es el compuesto de interés para el control moderno de la contaminación biológica, y ahora hay tecnologías disponibles para producir un flujo prístino de NH2Cl para este propósito. En comparación con el hipoclorito de sodio, la monocloramina es menos reactiva, pero casi equivalentemente tóxica. La reactividad reducida le permite penetrar biopelículas y atacar organismos subyacentes. Sin embargo, la monocloramina generalmente necesita un tiempo de contacto más prolongado que el hipoclorito para lograr la destrucción microbiana deseada.
Oxidantes de peróxido: Peróxido de hidrógeno, ácido peracético, ácido percarbonico
Hay varios biocidas/desinfectantes a base de peróxido en el mercado, y todos pueden producir el radical peróxido (OH∙) como compuesto reactivo. Los productos más comunes son el peróxido de hidrógeno, el ácido peracético y el ácido percarbonico.
A diferencia del dióxido de cloro, los peróxidos reaccionan indiscriminadamente con una amplia gama de compuestos, incluidos los microbios. La reacción ocurre en la pared celular y el daño causa lisis celular y muerte. A diferencia de los halógenos, el oxígeno es el subproducto de las reacciones o la autodescomposición del biocida. Un beneficio secundario es que la liberación de oxígeno puede transformar el agua de condiciones anaeróbicas a aeróbicas.
Una desventaja de los biocidas/desinfectantes a base de peróxido es el potencial de desactivación de los microbios productores de catalasa. La catalasa es una enzima que todas las células vivas producen para protegerlas del peróxido de hidrógeno generado metabólicamente. Sin embargo, algunos microbios producen grandes cantidades de esta enzima y aumentarán la producción cuando haya altos niveles de H2O2. Esto hace que el uso a largo plazo del peróxido como desinfectante sea problemático. Sin embargo, para la limpieza periódica fuera de línea, el peróxido es extremadamente eficaz para eliminar biopelículas y otros depósitos orgánicos, especialmente cuando se utiliza en combinación con cáusticos, un surfactante y a temperaturas cálidas.
Si bien los productos químicos oxidantes normalmente sirven como la base de los programas de biocidas de agua de enfriamiento, los microorganismos pueden desarrollar inmunidad parcial, en gran medida a partir de las biopelículas protectoras. En consecuencia, en algunas aplicaciones la alimentación de un biocida no oxidante de forma periódica, por ejemplo, una o dos veces por semana durante aproximadamente una hora, puede ayudar a controlar el crecimiento microbiano. Mientras que los biocidas oxidantes típicamente dañan las paredes celulares, los no oxidantes penetran las paredes celulares para luego reaccionar con compuestos dentro de la célula que son necesarios para la vida. Las siguientes secciones examinan varios de los no oxidantes más comunes.
Bronopol
Figura 7.70. Estructura del bronopol.
Bronopol es un diol halogenado que contiene un átomo de carbono electrofílico. Se utiliza ampliamente en aplicaciones de tratamiento de agua y, como 2,2-dibromo-3-nitrilopropionamida a continuación, ha visto aplicaciones limitadas en el yacimiento petrolífero. Bronopol es particularmente eficaz contra las bacterias Pseudomonas. El compuesto parece funcionar a través de diferentes mecanismos químicos dependiendo de si las condiciones son aeróbicas o anaeróbicas. Bronopol no es un biocida de acción rápida. El compuesto puede liberar formaldehído tras la descomposición, pero el formaldehído no es responsable de sus propiedades biocidas.
Bronopol se hidrolizará en soluciones acuosas a velocidades variables según el pH. La tasa de hidrólisis es mucho más rápida con pH alcalino. El aumento de la temperatura aumenta la velocidad de hidrólisis a un pH determinado. El rango de pH óptimo para la eficacia del bronopol es de 5 a 9. El compuesto reaccionará con sulfuros y eliminadores de oxígeno a base de bisulfito y se desactivará por estos. Por último, el bronopol posee el potencial de liberar nitrito que, en presencia de aminas secundarias, puede formar nitrosoaminas.
2,2-dibromo-3-nitrilopropionamida (DBNPA)
Figura 7.71. Estructura del DBNPA
DBNPA es una amida halogenada que se utiliza ampliamente en el tratamiento del agua y en aplicaciones de pulpa y papel. En el yacimiento petrolífero, DBNPA sirve para tratar el agua de aporte para fracturar fluidos. La acción biocida del DBNPA es muy rápida y las concentraciones residuales se hidrolizan rápidamente a subproductos menos tóxicos. La hidrólisis rápida puede ser ventajosa si el flujo de aguas residuales se descarga a través de un estanque de retención, lo que permite que el residuo se descomponga sin necesidad de una sustancia química de desactivación. DBNPA ha demostrado ser eficaz en el control de la contaminación microbiológica en sistemas de agua de aporte de alta pureza, especialmente en unidades de ósmosis inversa.
La presencia de dos átomos de bromo en el segundo carbono del DBNPA hace que el sitio sea muy electrofílico, que luego reacciona con los aminoácidos nucleofílicos que contienen azufre metionina y cisteína en las células microbianas. La reacción es irreversible y el resultado es la inactivación de la proteína que contiene estos aminoácidos. Se produce la muerte celular.
El rango de pH óptimo para la eficacia máxima de DBNPA es de 4 a 8. La tasa de hidrólisis aumenta con el aumento del pH, y el compuesto pierde rápidamente potencia por encima de 8 pH. La hidrólisis también aumenta con el aumento de las temperaturas. DBNPA es desactivado por sulfuros y eliminadores de oxígeno a base de bisulfito. El compuesto no es estable a la luz UV y reacciona con amoníaco.
Glutaraldehído
Figura 7.72. Estructura del glutaraldehído.
El glutaraldehído se ha utilizado ampliamente en aplicaciones industriales de tratamiento de agua, incluidas las operaciones de petróleo y gas, la industria del papel y para la esterilización de instrumentos médicos. La sustancia química reacciona con dos de los veinte aminoácidos esenciales, lisina y arginina, necesarios para la función celular. La eficacia es óptima dentro de un rango de pH de 7 a 10, pero el compuesto es más estable a un pH ácido. El glutaraldehído reaccionará con eliminadores de oxígeno a base de bisulfito para formar un producto de adición de aldehído-bisulfito. Esta reacción es reversible y a temperaturas elevadas (>60 °C), el complejo se descompone para liberar el glutaraldehído. La reacción del glutaraldehído con aminas o iones de amonio no es reversible y produce un subproducto con poca o ninguna eficacia biocida.
Isotiazolonas
Figura 7.73a y b. Las dos isotiazolonas comunes para el tratamiento del agua de enfriamiento.
Además de las aplicaciones de agua de enfriamiento, las formulaciones de isotiazolina son, en concentraciones muy leves, un agente antimicrobiano común en muchos detergentes. La formulación biocida a base de isotiazolona más frecuente para el tratamiento del agua de enfriamiento tiene una mezcla 3:1 de CMIT y MIT. Las concentraciones de CMIT y MIT en los productos registrados son del 1,5 por ciento o del 4 por ciento del ingrediente activo. Varios estabilizadores forman parte de formaciones industriales, que incluyen nitrato cúprico, nitrato de magnesio y yodato de potasio. También está disponible un producto activo al 1,5 por ciento estabilizado con bronopol. La selección adecuada del producto a menudo se ve influenciada por el estabilizador. Las isotiazolonas son bactericidas de amplio espectro pero de acción lenta que también muestran buena reactividad hacia los hongos.
Tanto el CMIT como el MIT son incompatibles con el sulfuro de hidrógeno u otros nucleófilos a base de azufre. Por lo tanto, si hay bacterias reductoras de azufre (SRB), las isotiazolonas pueden no ser la mejor opción no oxidante. El pH elevado (>9,5) reducirá el CMIT, pero el MIT es estable a un pH superior a 10. Las isotiazolonas pueden desactivarse con bisulfito de sodio en una relación molar de 2:1 a isotiazolona.
Aminas cuaternarias
Figura 7.74. Estructura general de las aminas cuaternarias.
Las aminas cuaternarias, o “cuartas”, como se denominan comúnmente, se han utilizado ampliamente en una amplia variedad de aplicaciones de enfriamiento y agua de proceso. Las moléculas se cargan positivamente, con cuatro grupos alquilo unidos a un átomo de nitrógeno central. Uno o más de los grupos alquilo consisten en una cadena de metilo, bencilo, decil (C10), coco (C14) o soja (C18). Los cuaternarios se alimentan comúnmente en combinación con otros biocidas y, por lo general, son muy rentables. Algunos compuestos también sirven como inhibidores de corrosión de las aminas de película.
Los cuaternarios tienen propiedades surfactantes que solubilizan las membranas celulares, lo que provoca daño celular y la muerte. Los compuestos son especialmente efectivos cuando se usan en combinación con otros biocidas que también atacan las paredes celulares.
La formación de espuma es una preocupación con las aminas cuaternarias. Las espumas cuaternarias de cloruro de alquildimetilbencil amonio (ADBAC) se encuentran ampliamente disponibles, pero los compuestos de baja espuma tales como el cloruro de didecildimetil amonio (DDAC) ahora están disponibles. La formación de espuma puede ser problemática en los sistemas de agua de mar donde la espuma puede interferir con el funcionamiento de las torres de desaireación. Las propiedades surfactantes de los quats pueden inhibir la separación de emulsiones de aceite/agua en los sistemas de producción de campos petrolíferos. El agua dura puede disminuir la actividad biocida de los quats, y los quats pueden reaccionar con inhibidores de incrustaciones y corrosión con carga negativa, lo que reduce la eficacia.
Sulfato de tetraquishidroximetilfosfonio (THPS)
Figura 7.75. Estructura de THPS.
THPS se emplea principalmente en aplicaciones de campos petrolíferos, pero también se ha utilizado en sistemas tradicionales de tratamiento de agua, así como en algunas aplicaciones no biocidas. Un producto estrechamente relacionado, el cloruro de tetrakishidroximetilfosfonio (THPC) es un retardante de llama común. THPS es único porque mata microorganismos, reduce las concentraciones de sulfuro de hidrógeno y reacciona y disuelve el sulfuro de hierro.

La evolución del llenado de película de torre de enfriamiento de alta eficiencia condujo a una mejora significativa en el rendimiento de la torre. Sin embargo, como ya se ha observado, con el aumento del área de superficie del relleno de alta eficiencia se presenta un mayor potencial de formación de incrustaciones y contaminación. El mejor método para limpiar el llenado de la torre depende de varios factores, incluidos los problemas de seguridad, la metalurgia del sistema, la limpieza en servicio frente a la limpieza fuera de servicio, el impacto potencial en las operaciones de la planta, las opciones de eliminación para la solución de limpieza, el impacto en el medio ambiente y la naturaleza química y física del incrustante.
Los depósitos de minerales duros más comúnmente consisten en sílice/silicatos o carbonato de calcio (calcito). La solubilidad de la sílice es proporcional a la temperatura, y los depósitos a menudo se forman cerca del fondo del paquete de llenado de contraflujo donde la temperatura del agua de enfriamiento es más baja, los sólidos disueltos se concentran más y la distribución desigual de agua/aire puede provocar puntos secos. El agua a mayor temperatura en la parte superior del relleno tiene la solubilidad de calcita más baja y promueve una cinética de deposición más rápida. Sin embargo, a medida que el agua pasa a través del llenado, los minerales se concentran ligeramente por evaporación, y el pH aumentará ligeramente a medida que se elimine el exceso de CO2.
Una técnica que puede ser eficaz a escala dura en las primeras etapas de deposición es aplicar surfactantes especiales que penetran los depósitos e inducen la desprendimiento del sustrato plástico ligeramente flexible. El tensioactivo se aplica típicamente con el programa de inhibidores de incrustaciones normales durante un período prolongado de 60 a 180 días. El tratamiento puede eliminar hasta el 70-80 % de los depósitos. Antes de la limpieza, es imperativo identificar y corregir las condiciones de formación de incrustaciones.
Para sistemas de enfriamiento grandes, donde la escala predominante es calcita, el llenado puede limpiarse con el tiempo reduciendo el pH operativo y/o los ciclos de concentración hasta que el agua esté por debajo de la saturación de calcita. La calcita a menudo sirve como aglutinante para la matriz de depósito, por lo que la disolución de carbonato de calcio a menudo puede ser bastante efectiva para separar todo el depósito. El ácido sulfúrico es una opción obvia para los sistemas que ya lo tienen para el control del pH. Los compuestos menos corrosivos incluyen ácidos orgánicos o ácido sulfámico inhibido. Algunos ácidos orgánicos son más eficaces que los ácidos minerales a pH intermedio y son sinérgicos con el ácido sulfúrico. A pH 5, la aplicación de un ácido orgánico adecuado acelerará la velocidad de disolución de calcita entre 10 y 20 veces en comparación con el ácido sulfúrico solo.
Para el sarro de carbonato de calcio predominantemente ligero, se ha empleado con éxito la limpieza de espuma ácida fuera de línea, al menos en torres de enfriamiento más pequeñas. Cuando son aplicados por especialistas calificados en la parte superior del relleno, el paso lento de la espuma a través del relleno proporciona un tiempo extendido para que el ácido entre en contacto con la escala. El volumen relativamente bajo de solución de limpieza de espuma usada y principalmente neutralizada puede recogerse potencialmente en el sumidero para su eliminación, o quizás mezclarse con agua circulante de las celdas de torres en servicio vecinas. Dicha mezcla está sujeta a los requisitos ambientales y de seguridad de la planta.
Las escamas minerales también pueden eliminarse mecánicamente, en cierta medida, ya sea in situ o ex situ. Según la naturaleza quebradiza de la balanza en relación con el material de relleno de PVC flexible, algunos depósitos generalmente pueden desprenderse mediante limpieza mecánica desde abajo.
Los depósitos donde los microbios u orgánicos sirven como aglutinante para la matriz de depósitos se caracterizan por una consistencia suave, a menudo similar al lodo. A diferencia de las escamas minerales, los depósitos microbiológicos tienden a acumularse principalmente en el medio del relleno. Las velocidades del agua directamente debajo de las boquillas rociadoras son generalmente lo suficientemente altas como para inhibir la adhesión microbiana en la capa superior. Por este motivo, la contaminación microbiológica a veces pasa desapercibida porque no es visible desde arriba. A medida que la velocidad del agua disminuye dentro del relleno, los microorganismos comienzan a colonizar las superficies de relleno, actuando como un filtro para los sólidos suspendidos. La contaminación tiende a ser más intensa en el medio que en la parte inferior porque las últimas pulgadas de relleno no soportan físicamente un depósito grueso y blando. La incapacidad de ver claramente la deposición microbiológica desde la parte superior o inferior, combinada con la dificultad de inspeccionar las capas de llenado intermedias, a menudo permite que la suciedad progrese sin ser detectada hasta que haya alcanzado una etapa avanzada. Se han ideado varias técnicas para monitorear áreas susceptibles, incluida la suspensión de secciones de llenado de celdas de carga; el corte de una ventana de acceso en la carcasa de la torre para permitir que se retire periódicamente una sección intermedia para su inspección; la suspensión de una sección de llenado debajo del llenado principal para permitir que se inspeccione y pese fácilmente. Cada método ha sido parcialmente exitoso, pero ninguno ha demostrado ser totalmente satisfactorio.
Existen varios métodos para eliminar los depósitos de sedimentos biológicos del llenado de la torre de enfriamiento. La hiperhalogenación es una técnica común, pero los resultados a menudo son decepcionantes. La posible corrosión de los componentes del sistema y la necesidad de declorar antes de la descarga son problemas importantes adicionales al considerar este método.
Los depósitos microbiológicos generalmente tienen un alto contenido de agua y se encogerán y se desprenderán de las superficies cuando se sequen completamente. Sin embargo, secar eficazmente el llenado de la torre de enfriamiento puede resultar problemático incluso con la ayuda de ventiladores, e incluso si la torre está ubicada en un clima de baja humedad. El dióxido de cloro también se ha utilizado como limpiador para biopelículas de torres de enfriamiento con cierto éxito. El método de limpieza más eficaz y ampliamente practicado para depósitos con aglutinantes microbiológicos u orgánicos es el peróxido de hidrógeno (H2O2) debido a su resistencia oxidante y la acción física de las microburbujas de oxígeno producidas a medida que reacciona con los depósitos orgánicos. Los aspectos ambientales positivos del peróxido de hidrógeno desde la rápida descomposición hasta el agua y el oxígeno, y su facilidad de aplicación son factores adicionales que favorecen al peróxido como limpiador de relleno. Las dosis típicas están en el rango de 500–3000 ppm de H2O2 activo. La adición de surfactantes en bajas concentraciones ayudará a aflojar los depósitos. Los dispersantes poliméricos a menudo se incluyen para mantener los sólidos en suspensión para la descarga de aguas residuales. Los procedimientos de eliminación deben estar bien establecidos para lidiar con la descarga de estas aguas típicamente turbias.
Las Figuras 7.76 a y b a continuación ilustran la apariencia de depósitos de limo-soldadura en el llenado de torres de enfriamiento de alta eficiencia moderadamente sucias antes y después de la limpieza.

Figura 7.76a. Llenado de torre con canal cruzado sucio con depósitos de limo-sueldo antes de la limpieza con peróxido
Figura 7.76b. Llenado de torres con canal cruzado después de la limpieza con peróxido.
En los casos en que el depósito contiene un alto porcentaje de inorgánicos, el agua circulante puede volverse altamente turbia. Los procedimientos del proyecto deben incluir disposiciones para la eliminación de aguas residuales turbias después del proceso de limpieza.
En los casos en que la contaminación biológica de una torre de enfriamiento o intercambiador de calor no requiera una limpieza fuera de línea, la alimentación biodispersante complementaria con biocida(s) puede ser suficiente para mantener el equipo limpio y mantener las condiciones limpias.
Un biodispersante efectivo con sus propiedades tensioactivos puede ayudar a evitar la unión microbiana a las superficies, o puede facilitar la eliminación de depósitos. Hay varios tipos de tensioactivos disponibles, incluidos sulfonatos de alquilbenceno aniónicos, poliglucósidos de alquilo y polímeros de óxido de etileno/óxido de propileno (EO/PO) no iónicos.
Los más comunes son los compuestos aniónicos que evitan la aglomeración de partículas más pequeñas absorbiendo las superficies de las partículas, aumentando así la carga superficial negativa y la repulsión de las partículas. Debido a que estos dispersantes tienen una carga negativa, pueden interactuar con especies catiónicas en el agua (especialmente calcio en torres de enfriamiento altamente cicladas) y perder efectividad.
Los biodetergentes son generalmente moléculas no iónicas que no reaccionarán con otros compuestos de tratamiento de agua. Muestran una buena eficiencia en aguas duras y son compuestos estables.
La función del dispersante no es matar microbios, sino ayudar a eliminar depósitos. La concentración inicial del dispersante depende del alcance de las colonias existentes y será mayor que las dosis de mantenimiento posteriores. El dispersante debe inyectarse antes del tratamiento con biocidas, de modo que pueda acondicionar las biopelículas y aumentar la eficacia del/de los agente(s) de destrucción. Al igual que con cualquier tensoactivo, existe la posibilidad de formación de espuma, por lo que deben implementarse procedimientos para combatir los problemas de formación de espuma. Además, la elección del dispersante puede verse influenciada por la toxicidad ambiental de la sustancia química y la posible regulación en el permiso de descarga.
Si bien los programas tradicionales de tratamiento de agua dependen de diversos químicos para controlar la incrustación, la corrosión y la contaminación microbiológica en los sistemas de agua industriales, algunas empresas comercializan tecnologías no químicas como alternativas ecológicas o ecológicas. Los ejemplos incluyen dispositivos magnéticos, sistemas de energía pulsada, sistemas electrostáticos, instrumentos ultrasónicos y sistemas de cavitación hidrodinámica. Los fabricantes afirman que los dispositivos pueden reemplazar los tratamientos químicos tradicionales.
Al principio, estas reivindicaciones no se probaron rigurosamente para determinar si los dispositivos eran realmente capaces de las capacidades anunciadas. Sin embargo, en abril 2010, la Sociedad Estadounidense de Ingenieros de Calefacción, Refrigeración y Aire Acondicionado (American Society of Heating, Refrigerating and Air-Conditioning Engineers, ASHRAE) publicó un informe de investigación sobre varias de estas tecnologías en torres de enfriamiento piloto. Si bien los proveedores de imanes a menudo no hacen afirmaciones sobre el control microbiológico, los demás a menudo afirman una reducción de la contaminación microbiológica. El informe de la ASHRAE indicó que ninguno de los dispositivos de tratamiento físico del agua redujo las poblaciones microbiológicas en los sistemas piloto de torres de enfriamiento, mientras que los tratamientos tradicionales a base de cloro fueron eficaces. Un estudio posterior (referencia 24) confirmó que estos mismos dispositivos no químicos no podían reducir la Legionella planctónica o sesil o las poblaciones microbiológicas generales en torres piloto.
Un método no químico que ha demostrado un grado significativo de control microbiano del agua de enfriamiento es la luz ultravioleta (UV). Esta tecnología continúa mejorando, y el trabajo reciente ha demostrado que los rayos UV son especialmente efectivos (con el diseño adecuado del sistema) para el control de la macroincrustación. Una preocupación principal con respecto a los rayos UV es la capacidad de suministrar de manera confiable suficiente energía a grandes volúmenes de agua o en qué medida la penetración de los rayos UV está influenciada por la claridad del agua. Por ejemplo, la turbidez de los sólidos suspendidos puede proteger a los microorganismos de la energía UV. Las pautas recomendadas para seleccionar UV como parte de un programa de control microbiológico son:
La dosis UV es proporcional a la intensidad multiplicada por el tiempo de residencia. La mayoría de los microorganismos pueden destruirse con una dosis UV de aproximadamente 10 000 μW-s/cm2. Una recomendación común es el diseño del sistema con una dosis UV de 30.000 μW-s/cm2.
Los organismos acuáticos, como los mejillones cebra, las almejas asiáticas y otros, desarrollan una caparazón completa a medida que alcanzan la madurez, y se unen a las superficies en las que filtran el agua para obtener nutrientes. Los organismos adultos pueden detectar biocidas oxidantes y “agarrar” durante períodos prolongados hasta que la amenaza de toxicidad haya pasado. Si se establecen colonias, es posible que se requieran métodos mecánicos tediosos para eliminar los organismos que, cuando mueren, producen olores extremadamente molestos. Sin embargo, los organismos pueden destruirse más fácilmente en la etapa larvaria, antes de que las cubiertas protectoras se hayan desarrollado completamente. Estos organismos jóvenes se conocen como veladoras. Las siguientes secciones examinan los métodos químicos y físicos para controlar los macroorganismos.
El cloro es un biocida fuerte hacia las veladoras, y aunque muchas instalaciones se limitan a dos horas de cloro o lejía por día, si la sustancia química se alimenta constantemente todos los días, muchas veladoras sucumbirán. En algunos casos, las plantas han recibido exenciones de los reguladores ambientales para la alimentación continua durante varias semanas para matar organismos, a una concentración común de cloro libre residual de 0,2–0,5 ppm. Para el control de almejas asiáticas, la cloración continua durante cuatro semanas en primavera y otoño durante los períodos pico de desove puede ser eficaz. Con los mejillones cebra, la cloración continua durante el verano puede ser eficaz. Sin embargo, los permisos de alimentación continua a menudo se niegan por inquietudes sobre la formación y descarga de compuestos orgánicos halogenados, denominados genéricamente trihalometanos (THM).
El bromo es más tóxico para las almejas asiáticas adultas y juveniles que el cloro, y es un oxidante más rápido, que mejora la aplicación intermitente. Además, el bromo generalmente se descompone más rápidamente en el medio ambiente y es menos corrosivo para el cobre, las aleaciones de cobre y el acero inoxidable que el cloro.
El tratamiento continuo con dióxido de cloro ha demostrado ser eficaz para el control de los mejillones cebra. ClO2 requiere dosis más bajas y tiempos de exposición más cortos que el cloro. Una concentración de 0,2 ppm ofrece una mortalidad del 100 % de los mejillones cebra en solo ocho días en comparación con más de tres semanas o más para el cloro. Con 1,0 ppm residual, ClO2 producirá una mortalidad del 99 % en una exposición de cuatro días en comparación con 14 días para el cloro. A temperaturas más altas del agua durante el verano, la toxicidad mejora y el tiempo de muerte se reduce. El tratamiento intermitente con dióxido de cloro requiere concentraciones residuales más altas. Una ventaja importante del dióxido de cloro es la producción mínima de THM en comparación con el cloro. Las desventajas incluyen los costos de productos químicos y equipos, y las inquietudes sobre el almacenamiento de productos químicos. Es posible que se requiera la desactivación del dióxido de cloro residual y el clorito, un subproducto del proceso, antes de la descarga para garantizar la seguridad acuática.
Varios biocidas no oxidantes están aprobados por la EPA para tratamientos de macroincrustación. Estos biocidas son compuestos catiónicos que han demostrado ser eficaces para matar almejas y mejillones. Incluyen los compuestos cuaternarios descritos anteriormente para el control de la contaminación microbiológica.
En comparación con los oxidantes, los compuestos no oxidantes no desencadenan una respuesta en los moluscos y las almejas y, por lo tanto, los organismos continúan filtrando el agua y están expuestos a dosis químicas letales. Otra ventaja de un programa no oxidante es que los compuestos no requieren generación en el sitio y, por lo tanto, los sistemas de alimentación pueden instalarse fácilmente. La química no produce THM; sin embargo, los compuestos ofrecen riesgo ambiental y toxicidad potencial a otros organismos acuáticos. Por lo tanto, no pueden utilizarse legalmente sin el permiso de los reguladores ambientales de la planta, con las condiciones escritas en el permiso de descarga del NPDES de la instalación. El permiso a menudo requerirá la alimentación de arcilla o bentonita al flujo de descarga para adsorber y desactivar las concentraciones residuales. Además, al igual que con cualquier producto químico, es muy importante realizar procedimientos de seguridad al manipular productos no oxidantes. El personal de la planta debe usar todo el equipo de protección personal (EPP) requerido y debe seguir todos los procedimientos de manipulación indicados en la carta. Las hojas de datos de seguridad (SDS) deben estar disponibles en el sitio de alimentación, con una segunda copia ubicada en una ubicación central, como la sala de control.
La mayoría de las tomas de plantas tienen rejillas o coladores para evitar que los residuos grandes ingresen al sistema de enfriamiento, y estas rejillas pueden evitar eficazmente el paso del molusco adulto. Sin embargo, las pantallas ásperas hacen poco para evitar la infiltración de veliger y la posterior formación de colonias. Los mejillones de Zebra muestran mortalidad a temperaturas superiores a aproximadamente 104 °F (40 °C), que ocasionalmente se ha utilizado en plantas con una disposición de tuberías que permite la recirculación de la descarga de agua refrigerante a la admisión. La técnica puede ser particularmente efectiva en invierno, cuando los mejillones se aclimatan al agua fría. Otros métodos no químicos que han dado resultados mixtos incluyen corriente eléctrica, radiación de ionización y desecación (secado). Los mejillones de Zebra pueden vivir hasta tres semanas sin agua, lo que ha sido un factor en su propagación en gran parte del país. Se conectan a embarcaciones acuáticas recreativas y, cuando los botes se transportan de un cuerpo de agua a otro, los mejillones infestan la nueva fuente.
Ningún método mecánico/físico ha demostrado ser completamente eficaz para controlar o prevenir la macroincrustación, lo que destaca la importancia de programas de tratamiento químico bien diseñados y operados para minimizar estas plagas. Una vez que se establecen las colonias, es posible que se requiera el cierre de una planta para eliminarlas mecánicamente.
Tanto las pruebas de campo como los análisis del laboratorio central son útiles para identificar microbios y seleccionar los programas de tratamiento químico correctos. La identificación precisa de organismos puede ser particularmente importante para seleccionar biocidas no oxidantes. También son importantes los métodos para monitorear las concentraciones de biocidas de agua refrigerante en el agua refrigerante para garantizar los residuos adecuados. La importancia del control de colonias sésiles no se puede enfatizar demasiado.
Diapositivas de inmersión
Las láminas de inmersión consisten en un portador plástico que está recubierto en dos lados con medios de cultivo de agar sólido que pueden contener el mismo medio o diferentes medios en cada lado, cada uno de los cuales tiene indicadores metabólicos (tinte).

Figura 7.77. Un tobogán de inmersión aeróbica.
Los medios bilaterales aumentan la variedad de microbios que pueden identificarse, por ejemplo, bacterias y hongos. Un período de incubación común para los portaobjetos de inmersión es de dos días a la temperatura especificada por el fabricante. La población planctónica puede entonces estimarse comparando la estera de microorganismos que han crecido en el nutriente de agar con una tabla de referencia.
Las ventajas de los portaobjetos de inmersión son la facilidad de uso y transporte. Una dificultad es que los diferentes fabricantes de portaobjetos de inmersión utilizan diferentes tipos de agar, y algunos tipos pueden no apoyar el crecimiento de bacterias específicas que están presentes en muchos sistemas de agua industriales.
Películas de Petri
Las películas de Petri son placas de plástico flexibles que contienen agar, nutrientes y tintes para hacer que los microbios sean fácilmente visibles. Debido a su tamaño delgado y facilidad de manipulación, las películas Petri son adaptables en el campo o en el laboratorio. Varias películas de Petri están disponibles para la identificación específica de microbios que incluyen bacterias aeróbicas, E. Coli, levadura, mohos y muchas otras.
Figura 7.78. Películas de Petri.
Análisis de adenosina trifosfato
El trifosfato de adenosina (ATP) es el principal portador de energía para todos los organismos vivos. Debido a que el ATP desempeña un papel fundamental e importante en la producción de energía celular, la regulación metabólica y la señalización celular, existen numerosos métodos para medir este importante compuesto. Un método común utiliza una enzima dependiente del ATP, la luciferasa, para generar luz. La luz es capturada por un detector conocido como luminómetro. La reacción casi inmediata permite el cálculo casi instantáneo de la concentración microbiológica. El procedimiento implica mezclar una muestra de agua (algunos métodos dependen de concentrar los microbios en una muestra mediante el uso de filtros de membrana) con un tensioactivo para lisar las células, liberando así el ATP en la solución. Luego, se agregan la luciferina y la enzima luciferasa con una mezcla completa, seguida de una medición de la luz.
A continuación se presentan breves descripciones de algunas de las pruebas microbiológicas de laboratorio más frecuentes.
Placas de agar específicas
Las placas de agar son placas circulares de Petri que contienen un medio gelatinoso enriquecido con nutrientes para apoyar el crecimiento bacteriano. El agar en sí puede prepararse en el laboratorio a partir de recetas y aplicarse a los platos. También hay disponibles placas de agar vertidas previamente. Las placas de agar pueden no ser selectivas para el crecimiento general o pueden contener ingredientes específicos que promueven el crecimiento de un organismo objetivo como Pseudomonas o Enterobacteriaceae.

Figura 7.79. Crecimiento de microbios en una placa de agar.
Pruebas BART
Las pruebas de reacción de actividad biológica (Biological Activity Reaction Tests, BART) son un método simple, basado en el campo o en el laboratorio para detectar ciertas bacterias en muestras de agua. Las muestras se incuban durante varios días. Cada BART tiene un indicador visual único que permite al usuario identificar la presencia o ausencia de bacterias específicas. La población de microbios objetivo se calcula a partir de la cantidad de días de incubación hasta que aparezca color o turbidez en el tubo.
Figura 7.80. Viales de nutrientes, también conocidos como “botellas de insectos”.
Los BART son eficaces para identificar bacterias relacionadas con el hierro, reductoras de sulfatos, formadoras de limo, nitrificantes y denitrificantes. El método es básicamente una prueba de tipo de presencia/ausencia y no proporciona datos de población. Las pruebas pueden ser útiles en aplicaciones de yacimientos petrolíferos para la detección general de bacterias anaeróbicas sin la necesidad de equipos costosos.
Citometría de flujo
La citometría de flujo es una técnica de análisis de partículas que utiliza luz láser para analizar las características físicas y químicas de las partículas en un flujo de fluido. El tamaño y la cantidad de partículas suspendidas se miden analizando el efecto eclipse que producen las partículas a medida que pasan frente al láser. La cantidad de dispersión de luz se asocia con la complejidad de las partículas. Las partículas pueden contarse y clasificarse en función del tamaño y la complejidad. Los beneficios de la citometría de flujo incluyen la especificidad del análisis, el análisis simultáneo de una muestra para múltiples tipos de bacterias y la capacidad de obtener resultados en cuestión de horas en lugar de días. Esta tecnología se emplea principalmente en la industria médica.
Microscopía fluorescente: tinción viva/muerta
La microscopía es un método bien establecido para analizar visualmente las bacterias. La tinción fluorescente puede diferenciar varias bacterias y, con el uso de combinaciones de tintes, puede identificar bacterias vivas y muertas. Aplicar una tinción viva/muerta a una biopelícula puede ayudar a confirmar si el programa de tratamiento químico es eficaz para penetrar la biopelícula y matar las bacterias que contiene. Si bien la tinción viva/muerta es una técnica visual excelente y ofrece un método rápido para analizar una muestra, requiere un microbiólogo capacitado, un entorno controlado e instrumentación y reactivos especializados.
Análisis de microorganismos sésiles
La mayoría de las técnicas mencionadas anteriormente son para la especiación de organismos planctónicos. Si se desarrollan colonias sésiles y son accesibles durante las inspecciones fuera de línea, los inspectores deben recolectar muestras para análisis de laboratorio. Estos pueden proporcionar información precisa sobre los organismos que florecen en ese entorno, lo que a su vez ofrece orientación para las modificaciones al programa de tratamiento químico.
*Nota: Para cualquier personal que pueda entrar en contacto con colonias sésiles o respirar la atmósfera a su alrededor durante las inspecciones del intercambiador de calor o las limpiezas del intercambiador de calor, existe la posibilidad de exposición a bacterias de legionella u otros microorganismos dañinos. El equipo de protección personal (EPP) adecuado, incluidas las mascarillas, es obligatorio.
El análisis regular de residuos de biocida oxidante es extremadamente importante para garantizar dosis uniformes y adecuadas.
Antes del desarrollo de métodos de monitoreo en línea, el procedimiento estándar para la medición de halógeno libre o total era el método DPD. DPD es el acrónimo de N,N-dietil-p-fenilendiamina. Reacciona con oxidantes en el agua para formar un complejo coloreado, cuya intensidad es directamente proporcional a la cantidad de oxidante presente.
Cabe destacar que la DPD reacciona con los oxidantes estándar, incluidos los residuales libres y combinados. La monocloramina es un excelente ejemplo de este último. Los análisis libres o combinados requieren un factor de multiplicación diferente para convertir el color observado en la concentración. Otra variable es el tiempo de reacción. Los resultados de la prueba residual libre generalmente están disponibles en menos de 30 segundos, mientras que la prueba para el residuo total generalmente necesita de 3 a 6 minutos para una reacción completa. Cada uno requiere un kit de prueba por separado. Si bien ambos incluyen DPD y una solución amortiguadora de pH, el kit residual total también incluye yoduro de potasio y una solución amortiguadora adicional. Estos dos compuestos mejoran la formación del color y permiten que los oxidantes menos reactivos se combinen con el DPD.
Está disponible la medición de biocida oxidante en línea madura. A continuación se muestra un instrumento estándar de la industria.

Figura 7.81. Un analizador Hach CL17sc. Fotografía cortesía de Hach.
El analizador extrae una muestra y, según el análisis de DPD anterior, inyecta el tinte y la solución amortiguadora. Después del tiempo de reacción adecuado, el instrumento muestra la concentración del oxidante, enjuaga la muestra usada y extrae una nueva muestra. Por lo tanto, el analizador puede proporcionar análisis las 24 horas, separados solo por el tiempo necesario para la reacción del reactivo. El monitoreo en línea puede ser de gran beneficio en la detección inmediata de fallas en el sistema de alimentación de biocidas o cambios en la química del agua que aumentan la demanda de biocidas. De manera similar a los análisis de DPD de muestras obtenidas, se dispone de un reactivo residual libre o total para el analizador.
Las aguas de enfriamiento típicamente contienen una cantidad de compuestos oxidantes o reductores. La medición del potencial de reducción de oxidación (ORP) es una técnica analítica que, como su nombre lo indica, proporciona datos sobre la potencia oxidante o reductora de la solución. Cuando los biocidas oxidantes se utilizan para el control microbiológico, su potencial oxidante generalmente enana a otras especies.
Las sondas comunes de ORP generalmente tienen un electrodo de trabajo que contiene alambre de platino y un electrodo de contador de plata/cloruro de plata sellado. Estas sondas son bastante robustas y a menudo pueden sobrevivir durante varios años en condiciones normales de funcionamiento del agua de enfriamiento y del agua de proceso.
Existen algunas advertencias con ORP para el monitoreo residual de biocidas. Las mediciones no son lineales, especialmente en concentraciones bajas. La temperatura influye en el ORP; y la compensación de temperatura, que requiere una sonda adicional, es importante para lecturas precisas.
Incluso con estas advertencias, las mediciones de ORP aún pueden proporcionar información significativa con respecto a las concentraciones de biocidas. Con un biocida oxidante presente, el ORP típicamente se elevará desde los valores iniciales hasta un rango de 300–700 mV, dependiendo de la especie oxidante, concentración, temperatura, pH y presencia de otras especies. El ORP puede verificar que el oxidante esté presente y también detectará si las condiciones pasan de aeróbicas (ORP positivo) a anaeróbicas (ORP negativo). Dichos cambios pueden indicar una entrada de contaminantes grave.
Las secciones anteriores describieron los mecanismos prominentes de depósito y corrosión del agua refrigerante, y los métodos de control. Las siguientes secciones describen las técnicas de monitoreo de corrosión y deposición.
El Capítulo 6 ofrecía un método de monitoreo indirecto; que era la evaluación del rendimiento del intercambiador de calor a través de las temperaturas de los fluidos de entrada, salida y proceso; y a partir de esas y otras lecturas, cálculos en línea de la transferencia de calor. A través de algoritmos modernos, los datos pueden tener tendencias continuas para permitir la detección rápida de formación de incrustaciones o contaminación microbiológica.
Los cupones de depósito ofrecen otra opción.

Figura 7.82. Cupón de depósito
Estos cupones pueden incluirse con cupones de corrosión en un sistema de muestreo de bypass para recolectar materia suspendida y escamas minerales. La extracción periódica y los exámenes visuales proporcionan datos sobre la formación de incrustaciones (o la falta de estas). Las mediciones de densidad de peso y los análisis de laboratorio de la composición del depósito pueden proporcionar datos valiosos.
Las fotografías de los cupones inmediatamente después de la extracción son importantes para documentar las condiciones de los cupones. Un problema con los cupones es que al no calentarlos no alcanzan la temperatura superficial de los tubos del intercambiador de calor y, por lo tanto, la deposición o corrosión puede ser más leve de lo que realmente existe en algunas ubicaciones dentro del sistema. Dos herramientas que simulan con mayor precisión las condiciones reales son el monitor de deposición y el intercambiador de calor de prueba.

Figura 7.83. Monitor de deposición
Estas unidades contienen tubos de intercambiador de calor extraíbles. El agua de retorno (caliente) del sistema de enfriamiento es la alimentación, con una varilla calentada en el compartimiento de muestras. Esta configuración teóricamente coloca la muestra del tubo bajo la mayor tensión de cualquier intercambiador de calor en todo el sistema de enfriamiento. Si hay condiciones de incrustación presentes, primero se debe producir deposición en la unidad de prueba. Por el contrario, si el programa de tratamiento químico evita la formación de incrustaciones en la unidad de prueba, se puede suponer razonablemente que el resto del sistema está limpio. Una ventaja obvia es que, si se produce una limpieza de sarro, el tubo puede retirarse fácilmente para el análisis de depósitos. Una clave para la aplicación exitosa de esta tecnología es una inspección completa del sistema de enfriamiento para garantizar que las condiciones dentro de la unidad de prueba sean más severas que cualquiera de los intercambiadores de calor del proceso.
Monitoreo de corrosión
El método de monitoreo de corrosión más fundamental es mediante cupones de corrosión. Los cupones deben ser de los mismos metales que están en el sistema de enfriamiento. Los cupones simularán las mismas tasas de corrosión que los componentes del sistema, pero con la advertencia de nuevo que no representan completamente las condiciones en las superficies de los tubos o placas, especialmente con respecto a las influencias de la temperatura.
El cupón empleado con más frecuencia para el monitoreo de corrosión del agua de enfriamiento es C1010 (acero dulce), pero otros materiales comunes incluyen acero inoxidable (generalmente una o más de la serie 300), latón admirable, cobre-níquel, aluminio, acero galvanizado y cualquier otra metalurgia que pueda estar presente.
Los cupones de corrosión nuevos, limpios y pesados previamente deben ponerse en servicio durante un mínimo de 30 días, con períodos más largos de 60, 90 y 120 días también recomendados. Esta gama proporciona datos de corrosión a corto y largo plazo.
La apariencia del cupón cuando se extrae por primera vez muestra el tipo y la cantidad de suciedad de la superficie. Este ensuciamiento puede revelar varias cantidades de productos de corrosión, o tal vez otros residuos. Los registros y las fotografías al retirarlos son importantes, ya que los materiales de depósito o corrosión pueden desprenderse durante el envío al laboratorio. Incluso los olores, tales como el sulfuro de hidrógeno, pueden ser de valor para identificar un mecanismo de incrustación. La inspección visual inicial a menudo sugiere un cierto mecanismo de corrosión, pero la limpieza de cupones en el laboratorio y los análisis adicionales pueden proporcionar detalles adicionales con respecto a los mecanismos de corrosión. Idealmente, por supuesto, los cupones permanecerán en condiciones casi impecables, lo que significa la selección y el desempeño adecuados de los programas de tratamiento químico.
La siguiente figura describe un informe fundamental de corrosión.
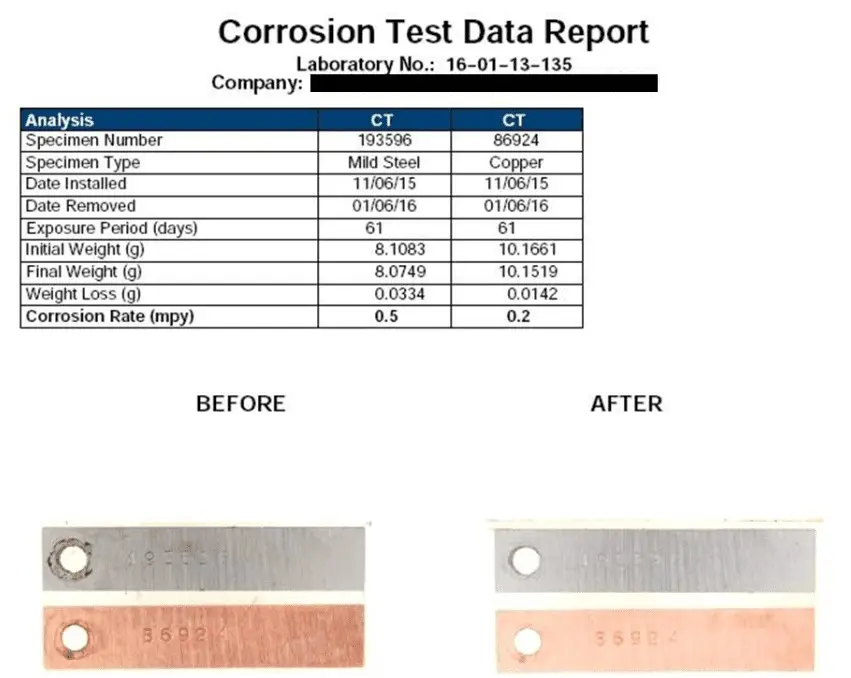
Figura 7.84. Informe de prueba de corrosión típico y fotografías de cupones antes y después.
El informe y las fotos ilustran un cupón de corrosión de acero dulce y cobre sometido al entorno de agua de enfriamiento durante poco más de dos meses. Solo se detectó corrosión general muy leve, con tasas de corrosión bajas de 0,5 y 0,2 mpy, respectivamente. Los resultados del cupón sugieren un excelente control de la corrosión.
Diseño de muestreo de cupones de corrosión
La siguiente figura ilustra una disposición común de muestreo de corrosión, el “estante de derivación de cupones de corrosión” (estante de cupones). El material de tubería más común para el muestreo de agua de enfriamiento es CPVC, pero la tubería de acero puede ser necesaria para sistemas de agua caliente o presurizada.
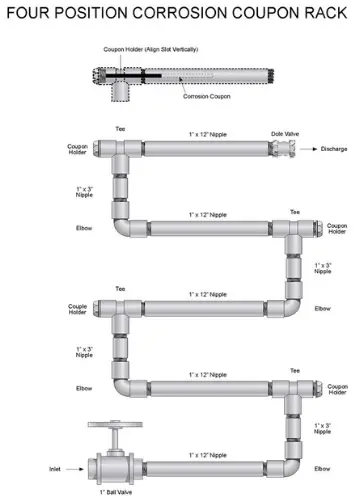
Una característica principal del diseño correcto es la orientación del cupón. Como es evidente anteriormente, la orientación es con el flujo de agua a lo largo y no contra el cupón. Esta configuración ayuda a minimizar las corrientes parásitas. El soporte del cupón generalmente tiene una “marca testigo” en la cabeza hexagonal para asegurar la orientación adecuada.
Figura 7.86. Ilustración de la “marca del testigo”.
El portacupones es eléctricamente inerte para evitar cualquier efecto galvánico. En sistemas calientes con tuberías metálicas, el tornillo y el perno deben ser de la misma metalurgia que el cupón, con conexiones separadas por arandelas no metálicas.
La configuración de las tuberías en la Figura 7.85 muestra cuatro posiciones potenciales de los cupones. Esta disposición permite el muestreo separado de 30, 60, 90 y 120 días, o cualquier otra frecuencia deseada, y con diferentes metales. Es importante que se dispongan diferentes metales de acuerdo con la serie galvánica de menos a más noble. También es importante con estos sistemas la instalación de válvulas que permitan un buen control del flujo de la muestra. Se recomiendan las válvulas de globo en lugar de las válvulas de compuerta.
A menudo surge un debate sobre el uso de cupones pretratados frente a cupones no tratados. Cualquiera de los dos puede producir datos beneficiosos. Si la preocupación es determinar con qué eficacia las concentraciones normales de inhibidores en el agua a granel pueden pasivar el sistema, entonces los cupones no tratados son mejores. Sin embargo, si la preocupación es sobre el potencial de corrosión a corto plazo, como las picaduras, entonces los cupones pretratados pueden ser mejores para que la corrosión inicial por destello no oculte otros problemas.
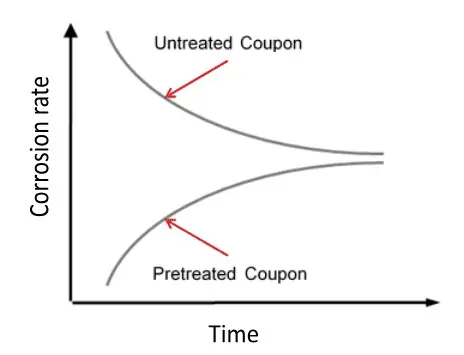
Figura 7.87. Tasas de corrosión relativas para cupones tratados y no tratados a lo largo del tiempo.
El cupón no tratado experimentará una corrosión rápida inicial, después de lo cual la tasa disminuye a medida que el cupón se pasiva. El cupón pretratado tiene bajas tasas iniciales de corrosión hasta que la película protectora del inhibidor alcanza el equilibrio con el sistema a granel, momento en el cual el cupón imitará las condiciones en el sistema de agua. Durante un período de tiempo prolongado (60 a 90 días), las tasas de corrosión se acercan entre sí.
Medidores de índice de corrosión en línea
Los medidores de corrosión están disponibles para medir la corrosión electrónicamente. Las ventajas son mediciones instantáneas y continuas. Sin embargo, son significativamente más costosos que los cupones de corrosión.
Son comunes dos tipos principales de medidores de corrosión: resistencia a la polarización lineal (LPR) y resistencia eléctrica (ER). Esta sección se centra en el LPR, que mide las lecturas reales de milivoltaje producidas durante la corrosión.
Resistencia a la polarización lineal
El instrumento puede equiparse con electrodos del metal de interés, que luego se corroen con los mecanismos normales.

Figura 7.88. Ejemplos de sensores de velocidad de corrosión LPR en línea (izquierda) y electrodos (derecha). Cortesía de Flygt Lab, Inc.
La tecnología se aplica al agua de enfriamiento y otros sistemas de agua, incluidos:
Como lo indican las figuras, las sondas de 2 y 3 electrodos son comunes. Los medidores LPR pueden medir instantáneamente tasas de corrosión de 0,01 a 200 mils por año (MPY) y picaduras de 1,1 a 100 unidades de picadura utilizando un factor de proporcionalidad que relaciona las características de polarización eléctrica de la sonda con su tasa de corrosión.
Pruebas de corrosión en el laboratorio
Las técnicas electroquímicas, por ejemplo, la polarización cíclica, son comunes en el laboratorio para evaluar la susceptibilidad del material a la corrosión localizada. Los parámetros críticos como el potencial de corrosión, el potencial de picaduras, la corriente de corrosión y los potenciales de repasivación pueden determinarse a partir del experimento de polarización cíclica.
A continuación se muestra el esquema de la configuración electroquímica y los gráficos de polarización cíclica representativos.
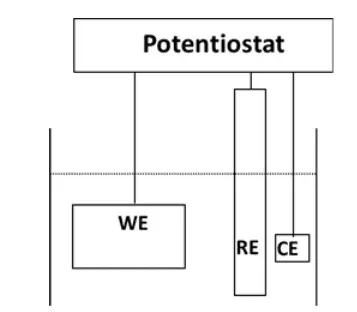
Figura 7.89a. Esquema de la disposición del electrodo. WE = Electrodo de trabajo; RE = Electrodo de referencia; CE = Contraelectrodo
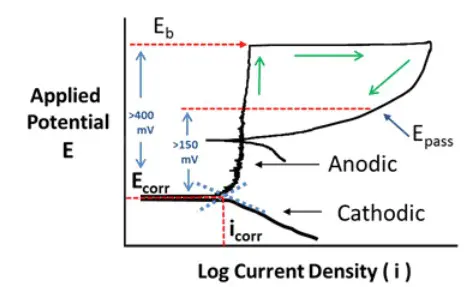
Figura 7.89b. Esquema de la curva de polarización cíclica. Ecorr = potencial de corrosión; Eb = potencial de ruptura; Epass = potencial de repasivación; Icorr = corriente de corrosión.
A partir de los gráficos de polarización cíclica, se pueden calcular parámetros importantes como:
Potencial de picadura (escape) = Eb – Ecorr | Eq. 7-32
Potencial de repasivación (ERP) = Epass – Ecorr | Eq. 7-33
Generalmente aceptado es que un valor de Epit de más de 350-400 mV junto con un ERP de más de 150 mV significa que existe una posibilidad mínima de corrosión localizada, y que la aleación es adecuada para el uso a largo plazo en ese entorno.
La Figura 7.92 ilustra las curvas de polarización cíclica para un espécimen de acero inoxidable 304 en agua corriente de Richmond, Virginia, a una temperatura de 150 °F y con la concentración de cloruro aumentada a 750 ppm. Varios parámetros críticos de corrosión pueden derivarse de este gráfico y se muestran en la Tabla 7-4. Los datos describen la protección contra la corrosión proporcionada por la química de RPSI de ChemTreat.
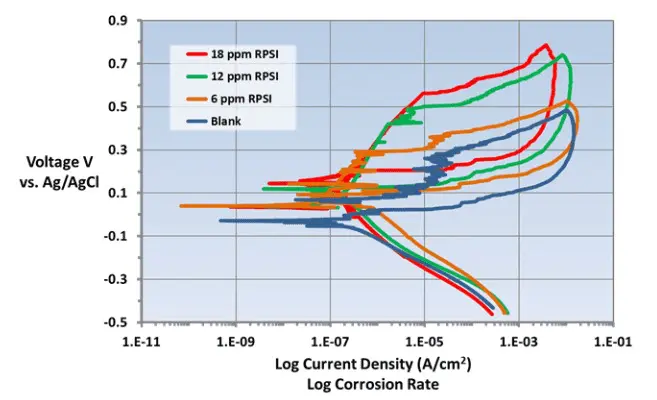
Figura 7.90. Gráficos de voltammetría cíclica del tipo 304SS en agua corriente de Richmond con cloruros de 750 ppm a 150 °F
Tabla 7-4.
Varios parámetros de corrosión calculados a partir de las curvas de polarizaciones cíclicas que se muestran en la Figura 7.92.
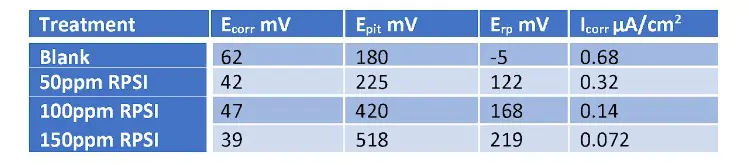
A partir de estos datos, queda claro que los potenciales de picadura y repasivación aumentan con el aumento de la dosis de RPSI. RPSI de 100 ppm satisface el requisito de Epit superior a 400 mV y ERP superior a 150 mV, y confirma que el SS tipo 304 no se somete a corrosión localizada en estas condiciones.
También se sabe bien que algunos aceros, y particularmente los aceros inoxidables 304 y 316, pueden sufrir grietas por corrosión por tensión (SCC) con concentraciones de cloruro normalmente bajas pero con temperatura creciente. La capacidad de RPSI para proteger potencialmente el SS 304 del SCC se ha demostrado en pruebas de laboratorio, en las que se colocaron muestras sometidas a estrés en forma de U durante 15 días en un baño de agua corriente a 105 °C enriquecida con 1000 mg/l de cloruro. Las siguientes figuras muestran el estado de las muestras después de la prueba.
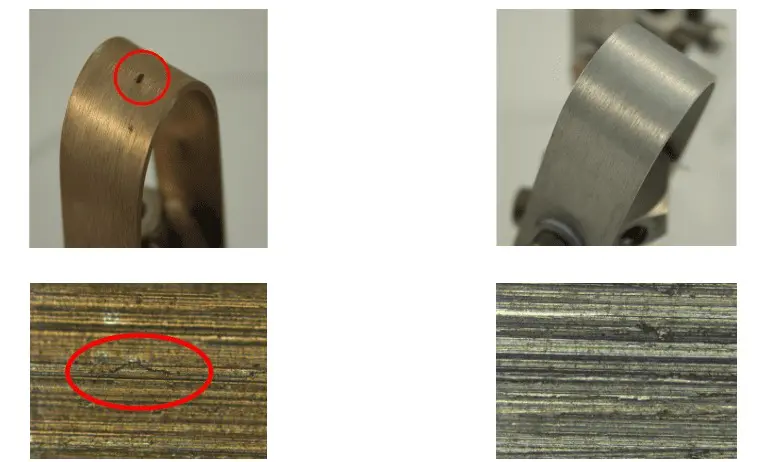
Figuras 7.91. Cupón SS 304 no tratado (izquierda) y cupón tratado (derecha).
La muestra no tratada está claramente empañada y picada. El espécimen expuesto a la misma solución que contiene el inhibidor de corrosión RPSI no muestra evidencia de manchas o picaduras. Bajo aumento, el agrietamiento es claramente evidente en la curvatura del espécimen no tratado mientras que el espécimen tratado no muestra agrietamiento.
Esta sección presenta las pautas generales de pasivación para los sistemas de enfriamiento. Con demasiada frecuencia, los ingenieros de diseño y el personal de la planta ven las limpiezas preoperativas y la pasivación del sistema como elementos menores o innecesarios. En estos casos, el procedimiento como máximo podría consistir en llenar el sistema con agua, realizar pruebas hidrostáticas (cuando corresponda) y luego arrancar la unidad. Con frecuencia, el proveedor de tratamiento de agua entra en la conversación demasiado tarde para ofrecer información y asesoramiento sobre la importancia de la limpieza previa y pasivación adecuadas. Este análisis describe las recomendaciones generales para aplicaciones comunes, con la comprensión de que cada sistema de enfriamiento tiene características individuales y metalurgias. Es necesario consultar con expertos en tratamiento químico de buena reputación para desarrollar procedimientos precisos de limpieza y pasivación.
Los nuevos sistemas de enfriamiento a menudo contienen residuos de las fases de construcción e instalación, junto con residuos de aceite y grasa y productos de corrosión de la oxidación rápida. Es primordial contar con un plan de limpieza y pasivación implementado y realizado antes de la puesta en marcha real del sistema. El siguiente debate se divide en tres categorías.
En la Referencia 28 se encuentra disponible un esquema mucho más detallado de los procedimientos de limpieza, pasivación y disposición.
Limpieza y pasivación preoperatorias - Pautas generales
Junto con el limo, la suciedad, los aceites y el óxido, las nuevas torres de enfriamiento también pueden acumular limo orgánico y algas en sumideros y plataformas que se han inundado para proteger contra incendios. Estos organismos pueden ensuciar y tapar los tubos del condensador y del intercambiador de calor, el llenado de la torre de enfriamiento y otros equipos.
Pautas generales para todas las limpiezas/pasivaciones
Antes del inicio del procedimiento de limpieza y pasivación:
Nota: Deben implementarse arreglos para el drenaje al alcantarillado, los estanques de retención u otra eliminación de desechos de limpieza antes de la limpieza. Si bien estas aguas residuales no suelen ser peligrosas, generalmente contienen niveles inaceptables de sólidos y aceites suspendidos. Además, el pH de la descarga puede exceder los límites de NPDES o POTW (trabajos de tratamiento de propiedad pública) de la planta. Se pueden aplicar sanciones graves si se produce una descarga de aguas residuales no autorizada e inadecuada. Con frecuencia, la solución de limpieza usada puede enviarse a un POTW si se han hecho arreglos previos.
Los pasos de limpieza y pasivación se pueden realizar juntos o en sucesión inmediata. En la mayoría de los casos, el sistema de agua de la torre primero se limpia y enjuaga, y luego se pasiva con fuertes concentraciones de inhibidores antes de poner el sistema en funcionamiento. Los siguientes pasos son comunes:
En general, los productos químicos empleados para la limpieza inicial y pasivación incluyen agentes para mantener un pH neutro o ligeramente alcalino, tensioactivos para la eliminación de aceite y grasa, y un agente antiespumante. Un pirofosfato para mantener un pH de 10 puede ser beneficioso para una mejor pasivación.
Una vez que se hayan agregado los productos químicos, el agua de la torre debe circular a velocidades de operación normales durante cuatro a ocho horas para garantizar una distribución y limpieza adecuadas. Los procedimientos aplicados correctamente producirán acero pasivado.
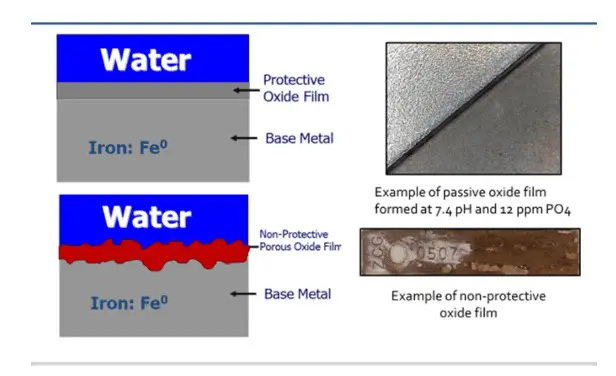
Figura 7.92. Comparación de pasivación correcta frente a incorrecta.
Al concluir el proceso, la torre, las tuberías del sistema de enfriamiento y los intercambiadores de calor deben drenarse y enjuagarse lo más minuciosamente posible para eliminar aceites, limo y lodo biológico del sistema. Nuevamente, ya deben existir arreglos para eliminar estas aguas residuales.
Si el sistema de enfriamiento permanecerá lleno pero en espera durante más de tres días, se recomienda la protección con un biocida no oxidante. Común es un producto de isotiazolina sin cobre. Como mínimo, el agua de la torre debe circular durante una o dos horas semanales antes del arranque, pero es ideal 1 o 2 horas diarias.
Para los sistemas que contienen componentes galvanizados, se necesitan procedimientos especiales para garantizar que los materiales galvanizados desarrollen una capa de pasivación adecuada. La siguiente tabla describe las recomendaciones de tres fabricantes de torres de enfriamiento.
Tabla 7-5:
Valores y rangos recomendados por los fabricantes de equipos originales de la torre de enfriamiento galvanizado para la química del agua. Fuente: “White Rust Prevention – An Industry Update and Guide Paper – 2012”, Asociación de Tecnologías del Agua (Association of Water Technologies, AWT).
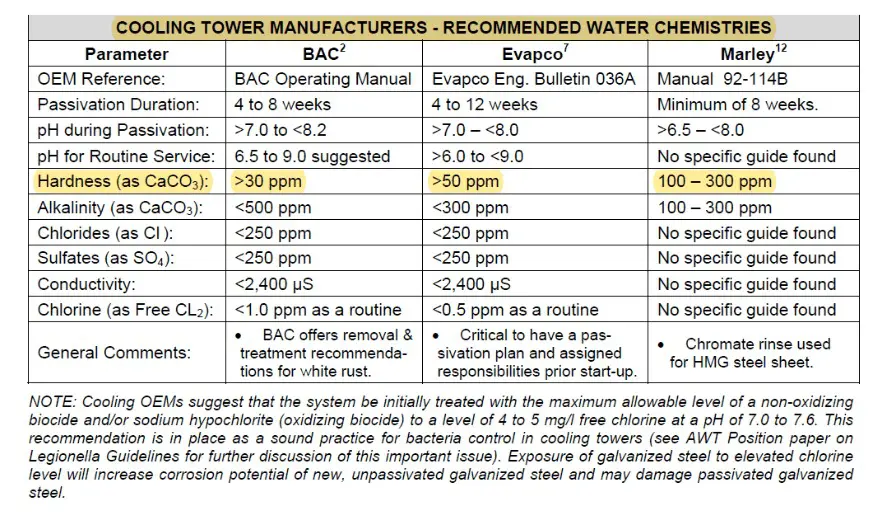
Tenga en cuenta que existe cierta variabilidad en las pautas de química recomendadas, pero cada programa está diseñado para producir un compuesto de carbonato de zinc hidratado ajustado en la superficie metálica. Se cree que la fórmula química de este compuesto es 3Zn(OH)2∙ZnCO3∙H2O.
Si este acondicionamiento se omite, o si la operación posterior eleva el agua de enfriamiento a un pH elevado, el zinc reaccionará con el agua para formar un hidróxido de zinc poroso y gelatinoso, que luego reacciona con carbonato y convierte el material en un depósito blanco y poroso conocido como “óxido blanco”.

Figura 7.93. Foto de óxido blanco.
Si se desarrolla óxido blanco en el metal galvanizado, los depósitos se vuelven cada vez más porosos con una mayor pérdida de metal debajo. Esta corrosión eventualmente expondrá al acero al carbono subyacente al ataque.
Una vez que el recubrimiento pasivo se ha establecido correctamente, varios de los fabricantes de torres de enfriamiento recomiendan un rango operativo de pH normal de 6,5-9,0. Esto se encuentra dentro de las pautas comunes de control de depósitos y corrosión que se analizaron anteriormente. Los recursos para obtener más información incluyen el Cooling Technology Institute y fabricantes específicos de torres de enfriamiento.
Después de un apagado prolongado o de una nueva instalación, la oxidación repentina y las condiciones de estancamiento pueden afectar drásticamente el estado de las redes de la enfriadora. No limpiar y pasivar correctamente un sistema antes del arranque puede provocar fallas no planificadas repetidas. Si existe la oportunidad de tomar fotografías de las condiciones clave del equipo antes y después de la limpieza, las imágenes permitirán la evaluación de la eficacia de la limpieza. El conocimiento completo de la metalurgia del sistema es obligatorio para la selección de los productos químicos de limpieza y pasivación adecuados. El acero al carbono normalmente constituye la metalurgia primaria del sistema, pero también pueden estar presentes aleaciones de cobre y acero inoxidable. Si hay componentes de aluminio en el sistema, se necesitan precauciones especiales para proteger este metal.
Procedimiento general de limpieza previa
El proceso de limpieza/pasivación es diferente para cada aplicación y puede ser muy específico para ciertas instalaciones, como los centros de procesamiento de datos.
En muchas instalaciones, el equipo funciona las 24 horas del día, los 7 días de la semana, con poco tiempo de inactividad. Sin embargo, para aquellos momentos en los que los sistemas deben desconectarse de la línea, los procedimientos de disposición bien diseñados y realizados son necesarios para evitar la corrosión grave. La combinación de agua fría y oxígeno puede ser muy destructiva para algunas aleaciones, especialmente el acero al carbono. Además, los microorganismos pueden asentarse y proliferar en el agua estancada. Las fallas posteriores de tubos o tuberías de MIC se han documentado bien.
Si es posible, drenar y secar el equipo suele ser el mejor método para minimizar la corrosión. La circulación de aire deshumidificado (DHA) puede ser muy efectiva para el secado. Un ejemplo de este proceso se describe en el Capítulo 4 para la protección de turbinas de vapor durante interrupciones. Sin embargo, a menudo, el agua debe permanecer estancada en los sistemas para que puedan iniciarse con poca antelación. En estos casos, se recomiendan varios pasos para la protección de metales. Estos incluyen:
Tener procedimientos de disposición bien desarrollados a mano y fácilmente accesibles para el personal de la planta. Los detalles de los procedimientos deben incluir:
La química del agua de enfriamiento y la minimización de la corrosión, la incrustación y la contaminación microbiológica son un tema complejo. Muchos factores influyen en estos fenómenos. ChemTreat espera que este capítulo proporcione información útil para los propietarios de plantas, operadores y personal técnico en el desarrollo de programas efectivos de tratamiento de agua refrigerante.
ChemTreat se compromete a proporcionar soluciones de tratamiento de agua expertas. Nuestras soluciones innovadoras y personalizadas de tratamiento de agua ayudan a controlar la corrosión, la incrustación y la contaminación biológica en sistemas de enfriamiento en una variedad de industrias. Comuníquese con ChemTreat para ponerse en contacto con su representante local y conocer cómo ChemTreat puede ayudar a su negocio hoy mismo.
1. W.D. Callister, Jr., Ciencia e Ingeniería de Materiales: Introducción, 3.a edición, John Wiley & Sons, 1994.
2. Correspondencia por correo electrónico con Dan Janikowski de Plymouth Tube Company, enero 2022.
3. Post, R., y Kalakodimi, P., “El desarrollo y la aplicación de inhibidores de corrosión no fósforos para sistemas de agua de enfriamiento”; presentado en el Congreso Mundial de Energía, Atlanta, Georgia, octubre 2017.
4. Aspectos básicos de la corrosión: Una introducción. Asociación Nacional de Ingenieros en Corrosión, Houston, TX, 1984.
5. Deacon, J. (sin fecha) El mundo microbiano: microorganismos termofílicos, Universidad de Edimburgo, Escuela de Ciencias Biológicas. Universidad de Edimburgo, Escuela de Ciencias Biológicas. Disponible en: http://archive.bio.ed.ac.uk/jdeacon/microbes/thermo.htm (Consultado: 22 de noviembre, 2022).
6. J.W. McCoy, Microbiología del agua de enfriamiento. Chemical Publishing Company, NY 1980, págs. 197–198.
7. ¿Cuál es la diferencia entre moho y levadura? – quora (sin fecha) Quora. Disponible en: https://www.quora.com/What-is-the-difference-between-mold-yeast (Consultado: 1 de septiembre, 2022).
8. Stewart, P.S., 1996. “Aspectos teóricos de la difusión de antibióticos en la biopelícula microbiana”, Agentes antimicrobianos y quimioterapia, noviembre de 1996, págs. 2517–2522.
9. Departamento de Salud y Servicios Humanos de los EE. UU. (n.d.). Enfermedad de los legionarios: sobre la enfermedad. Centro de información sobre enfermedades genéticas y raras. Recuperado en 2021, de https://rarediseases.info.nih.gov/diseases/6876/legionnaires-disease/
10. T. Rowbotham “Informe preliminar sobre la patogenicidad de Legionella pneumophila para agua dulce y amebae del suelo” J. Clin. Pathol. 1980, 33, 1179-1183.
11. J. B. Kurtz, C. L. R. Bartlett, U. A. Newton, R. A. White y N. L. Jones “Legionella in Cooling Water Systems” J. Hyg. Camb. 1982, 88, 369-381.
12. E. E. Sutherland y S. G. Berk “Supervivencia del protozoo en biocidas de torre de enfriamiento” J. Ind. Microbiol. 1996, 16, 73-78.
13. D. B. McIlwaine, J. Diemer y S. Berk, “La eficacia del glutaraldehído contra la Legionella que alberga el protozoo”, Corrosión 98, Documento N.o 98521, (San Diego CA, NACE 1998)
14. Agencia de Protección Ambiental (n.d.). EPA: Sistema Nacional de Eliminación de Descargas Contaminantes (National Pollutant Discharge Elimination System, NPDES). Recuperado 22 de noviembre, 2022, de https://www.epa.gov/npdes
15. Baron, C. D. “Nuevo, oxidante leve mejoró el rendimiento del tratamiento del agua de enfriamiento en relación con los oxidantes tradicionales”. Instituto de Tecnología de Enfriamiento, marzo 2012
16. Baron, C. D. “Mejorar el rendimiento del sistema y reducir la corrosión del sistema utilizando un biocida nuevo para torres de enfriamiento”. Instituto de Tecnología de Enfriamiento, febrero 2016
17. Nota técnica de Rohm y Haas Biocides: “Estequiometría de microbiocidas KATHON WT al 1,5 % con bisulfito de sodio”.
18. Merianos, J. J. 1991. “Compuestos antimicrobianos de amonio cuaternario” en Block, S. S., Disinfection, Sterilization, and Preservation, 4th ed., Lea & Febiger, Philadelphia, pp. 225 – 255, y referencias citadas en la misma.
19. Petrocci, A. N., Green, H. A., Merianos, J. J., y Like, B., 1974. “Las propiedades de los compuestos de dialquil dimetil amonio cuaternario”, C. S. M. A. Proceedings of the 60th Mid Year Meeting, mayo 1974, págs. 87 – 89.
20. R. M. Post, K. Emery, G. Dombrowski y M. Fagan, “Limpieza efectiva del relleno de la torre de enfriamiento de plástico celular”; del 33.o Taller Anual de Química de Servicios Eléctricos, 11 de junio-13, 2013, Champaign, Illinois.
21. K. Boudreaux, “Uso de biodetergentes para recuperar megavatios baratos y con un impacto ambiental mínimo”, Power Plant Chemistry, 2015, Vol. 17(3), págs. 168 – 177.
22. R. D. Vidic. S. M. Duda y J. E. Stout, “Control biológico en sistemas de agua de enfriamiento utilizando dispositivos de tratamiento no químicos”, Número de proyecto de ASHRAE 1361-RP, Informe técnico final, abril 2010.
23. J. E. Stout, S. M. Duda y R. D. Vidic, “Eficacia de los dispositivos no químicos para controlar la legionela: Resultados de un sistema de enfriamiento modelo” Cooling Technology Institute Artículo n.o: TP11-08.
24. Khalanski, M. (1993). Prueba de cinco métodos para el control de mejillones cebra en circuitos de enfriamiento de plantas de energía ubicadas en el río Moselle. Tercera Conferencia Internacional de Mejillones de Zebra, Toronto.
25. Matisoff, G., Brooks, G., y Bourland, I.B. (1996). Optimización de los procesos de tratamiento del dióxido de cloro para los mejillones adultos. J. A.W.W.A., agosto de 1996, págs. 93-106.
26. Roensch, F., “Clam and Mussel Control” ChemTreat Boletín técnico n.o 91, septiembre 2004.
27. Elliott, P., “Recomendaciones de pretratamiento, pasivación y mantenimiento para torres de enfriamiento galvanizado o condensadores evaporativos”, Boletín técnico n.o 82 de ChemTreat, abril 2021.

Consultor sénior de personal técnico
Pete Elliott es un experto técnico de confianza con más de 30 años de experiencia en soluciones de tratamiento de agua para sistemas de servicios públicos y de procesamiento térmico. En su línea de trabajo, Pete se enfoca en producir las mejores prácticas para operaciones eficientes de la planta, conservación de energía y agua, y protección y preservación de activos. Ha publicado artículos técnicos para el Cooling Technologies Institute (CTI) y la Association of Water Technologies (AWT). Pete tiene una licenciatura en Ingeniería Civil de la Universidad de Villanova y se desempeñó como oficial de ingeniería en la Marina de los Estados Unidos.

Director de Agua de Enfriamiento
Rajendra P. Kalakodimi es la directora de Agua de Enfriamiento de ChemTreat. En 2003, obtuvo una maestría en química física en la Universidad de Andhra y un doctorado en electroquímica en el Instituto Indio de Ciencias en Bangalore. Mientras estuvo en la India, el Dr. Kalakodimi se desempeñó como líder técnico de ingeniería en el Centro de Tecnología de GE India en Bangalore y como gerente de productos de soluciones químicas y de monitoreo para GE Water. Tiene más de 20 presentaciones de patentes, 20 publicaciones internacionales y varias presentaciones de conferencias.

Consultor de servicio técnico
Richard H. Tribble se graduó de Virginia Commonwealth University y ha estado en tratamiento de agua durante 26 años. Ha desarrollado una multitud de formulaciones de productos de enfriamiento de alto rendimiento, tiene 6 patentes bajo su nombre y ha escrito numerosos artículos. Actualmente trabaja como Campeón de productos de circuito cerrado para ChemTreat y se especializa en el análisis de fallas de causa raíz.
El Manual de productos esenciales para el agua de ChemTreat no habría sido posible sin las contribuciones de muchas personas. Consulte la lista completa de contribuyentes.

