
Por Brad Buecker, publicista técnico sénior
Aunque muchas plantas de energía alimentadas por carbón en los Estados Unidos han dejado de operar en la última década, aún queda un gran número en operación. En otras partes del mundo, la energía alimentada por carbón aún representa una porción importante de la producción eléctrica. El control de emisiones de dióxido de azufre (SO2) de estas plantas es esencial para proteger la calidad del aire, pero varios factores pueden influir en este control, como el contenido variable de azufre en el carbón, la pureza del reactivo y la eficiencia de los productos químicos de mejoramiento, como se describirá en este artículo.
El personal de una planta alimentada por carbón en Virginia Occidental enfrentaba constantes problemas para manejar y alimentar el potenciador de eficiencia de reacción, ácido dibásico (DBA), al depurador de caliza húmeda de su generador de vapor supercrítico de 770 mW. El producto debe mantenerse tibio para evitar la solidificación y había restricciones de entrega, desde una perspectiva de distancia y por el hecho de que era necesario disminuir el volumen en el tanque a menos del 10 % antes de que pudiera introducirse una carga fresca. Por lo tanto, el personal de la planta comenzó pruebas a escala completa y la posterior aplicación de una mezcla alternativa de ácido orgánico formulado especialmente: ChemTreat FGD1105 (patente en trámite).
Casi inmediatamente después de añadir el producto químico, las emisiones de SO2 disminuyeron en cerca de un 35 a 40 %, de modo que incluso podía retirarse de servicio una de las cinco bombas de reciclaje del depurador (algo que de hecho se hizo). Las emisiones SO2 de la chimenea solo tuvieron un ligero incremento de 120 lb/h a 200 lb/h después de la reducción de la bomba. Tan solo esta acción redujo el consumo de energía auxiliar en 3 mW, lo que representa un beneficio anual proyectado de aproximadamente 700.000 USD. Como prueba, el personal de la planta retiró una segunda bomba de reciclaje de servicio y encontró que la extracción de SO2 aún era más eficiente que en el período anterior a la adición de FGD1105. Según el gerente de la planta, la capacidad para operar con 3 bombas de reciclaje en lugar de 4 o 5 brindó flexibilidad adicional para la estrategia de mantenimiento de las bombas, además de crear una oportunidad de ingresos netos adicionales con mayor eficiencia de la unidad.
Los datos operativos después de la introducción de FGD1105 también mostraron una reducción considerable en el uso de caliza. Esto no solo genera ahorros directos en el costo del reactivo; la reducción en el consumo de caliza disminuye el mantenimiento y el desgaste de los molinos de bolas y otros equipos y tuberías generadores de lechada.
Otro indicador de la mejora en eficiencia con el producto, en comparación con tecnologías más viejas, se ilustra en los siguientes gráficos.
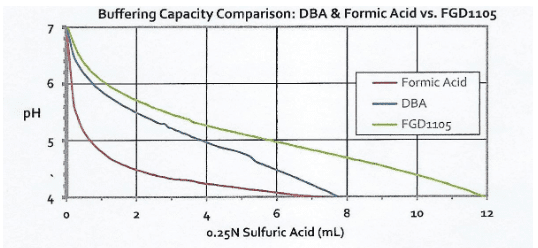
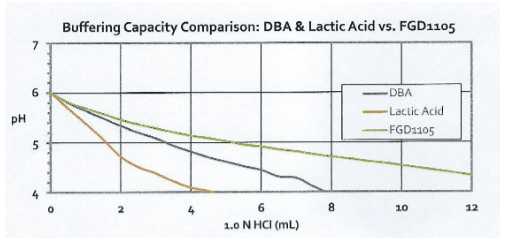
FGD1105 tiene una capacidad tampón mucho mayor que el ácido dibásico al titularse con ácido sulfúrico y clorhídrico, y una capacidad mucho mayor que las otras alternativas principales, los ácidos fórmico y láctico. La capacidad buffer o tampón es una propiedad crítica de estos productos.
Otro aspecto del nuevo producto químico es que puede alimentarse a granel o diluido. El producto a granel tiene un punto de congelación de -24 °C, que lo hace muy apropiado para aplicaciones invernales en climas fríos, como lo demuestra el uso exitoso en el norte de Virginia Occidental. La entrega a granel o en bolsa es posible gracias al bajo punto de congelación.
El personal de estas instalaciones calculó que el cambio al nuevo producto buffer ha generado un beneficio potencial de 1.200.000 USD anuales por la reducción en la carga de plástico y en el uso de caliza. Otro beneficio es que la mayor eficiencia de depuración brinda un margen adicional para el control de la emisiones de SO2.
Esta química mejorada aumenta la flexibilidad al programar el mantenimiento del equipo, en particular las bombas de reciclaje de lechada. En las plantas donde un carbón local con alto contenido de azufre es menos costoso que el carbón con menor contenido de azufre de un lugar lejano, la mejora en la eficiencia de depuración podría inclinar la balanza hacia el combustible más barato. Los datos iniciales de varias aplicaciones sugieren que esta química podría reducir la reemisión de mercurio de los sistemas de desulfuración húmeda de gases de combustión (WFGD). Esté atento a información adicional sobre este producto innovador en el futuro.
Reconocimiento
Un reconocimiento a Dale Stuart de ChemTreat por su desarrollo de esta química con patente en trámite. Esta información apareció originalmente en Power Engineering en febrero 2019.
Los resultados se brindan solo a modo de ejemplo. Se garantizan de acuerdo a cada situación. Los resultados reales pueden variar. Comuníquese con ChemTreat para obtener ayuda en el diseño de un programa de tratamiento personalizado para su aplicación. Al igual que con otras tecnologías, se requiere un análisis detallado para determinar la viabilidad de utilización de los métodos. Siempre consulte los manuales y las guías de su equipo.
