-
USA - EnglishLatinoamérica - Español
- Ubicaciones
- Acceso a SDS
- Inicio de sesión en CTVista®+

Por Brad Buecker, publicista técnico sénior, y Tim Hughes, consultor de personal técnico sénior
Este artículo se publicó originalmente en PPCHEM®Journal; PPCHEM®2020, 22(6), 252–259; https://journal.ppchem.com/
Los generadores de vapor de alta presión para la producción de energía requieren agua de aporte y de alimentación de alta pureza y una química controlada de agua de la caldera para minimizar la corrosión y la formación de incrustaciones en las calderas, los circuitos de supercalentador y recalentador y las turbinas. Varios artículos en la revista PPCHEM® en las dos últimas décadas han descrito estas químicas y su evolución.
Sin embargo, aunque muchas industrias pesadas tienen generadores de vapor de alta presión para necesidades de cogeneración, estas plantas y muchas otras instalaciones más pequeñas también tienen calderas de baja presión que producen vapor de proceso. Los flujos de calor y las presiones más bajas en estos generadores de vapor alivian parcialmente los requisitos estrictos de tratamiento necesarios para las unidades de alta presión, pero tienen mayor complejidad en cuanto a la selección de métodos de tratamiento óptimos.
Este artículo presenta un resumen de los métodos modernos para proteger los generadores de vapor de baja presión contra factores que, por lo general, no afectan a sus similares de alta presión.
Los generadores de vapor de alta presión para la producción de energía requieren agua de aporte y de alimentación de alta pureza y una química controlada de agua de la caldera para minimizar la corrosión y la formación de incrustaciones en las calderas, los circuitos de supercalentador y recalentador y las turbinas. Sin embargo, aunque muchas industrias pesadas tienen generadores de vapor de alta presión para necesidades de cogeneración, estas plantas y muchas otras instalaciones más pequeñas también tienen calderas de baja presión (calderas de menos de 4.14 MPa (600 psig)) que producen vapor de proceso. Los flujos de calor y las presiones más bajas en estos generadores de vapor alivian parcialmente los requisitos estrictos de tratamiento necesarios para las unidades de alta presión, pero tienen mayor complejidad en cuanto a la selección de métodos de tratamiento óptimos. Los problemas potenciales, como el retorno de condensado contaminado y averías en el sistema de tratamiento de agua de aporte, pueden aumentar la complejidad del tratamiento del vapor y del agua para la generación de vapor.
Este artículo presenta un resumen de los métodos modernos para proteger los generadores de vapor de baja presión contra factores que, por lo general, no afectan a sus similares de alta presión.
En los sistemas de servicios públicos, el vapor es condensado y devuelto a la caldera después de realizar su trabajo en la turbina. El circuito completo de agua/vapor es casi un circuito cerrado con una pérdida de agua de aproximadamente 0,5 a 2 % y las adiciones de maquillaje correspondientes. Las tecnologías maduras como la ósmosis inversa (RO) y el intercambio iónico están disponibles para producir una composición de alta pureza (≤2 μg∙L–1 de sodio y cloruro, ≤10 μg∙L–1 de sílice y ≤0,1 μS∙cm–1 de conductividad específica). Si no hay una fuga en un tubo del condensador o, menos frecuente, una alteración en el sistema de aporte, el agua de alimentación mantiene una alta pureza en su camino hacia y por el generador de vapor y la turbina, y en la pequeña porción utilizada para la atemperación del vapor.
Considere ahora la generación de vapor de baja presión, donde las calderas no requieren un aporte desmineralizado. Durante décadas, e incluso en la actualidad, el ablandamiento con zeolita de sodio ha sido un método típico de tratamiento primario para el aporte de calderas industriales. En este proceso, el aporte pasa por lechos de resina de intercambio de iones, donde los iones de dureza de calcio y magnesio se intercambian por sodio. El flujo suavizado, con las impurezas restantes, incluida la alcalinidad del bicarbonato (HCO3–), el cloruro (Cl–), el sulfato (SO42–), la sílice (SiO2) y otras, luego alimenta la caldera. Algunos sistemas de ablandamiento de aporte incluyen un flujo dividido de desalcalinizador, o quizá un descarbonatador de flujo forzado, para eliminar la mayor parte de la alcalinidad. Esto puede ser beneficioso, como se describirá más adelante.
El ablandamiento básico ofrece ventajas y desventajas. En comparación con la desmineralización completa, el ablandamiento les ahorra a las plantas dinero en costos de equipo y operación. La regeneración de las resinas ablandadoras con salmuera es un proceso directo y no requiere el almacenamiento y manejo de sustancias ácidas y cáusticas peligrosas. La mayor dificultad con el ablandamiento es que los iones no eliminados por el proceso pueden ser problemáticos al llegar al generador de vapor. La alcalinidad es un claro ejemplo. Si no se retira del maquillaje, la alcalinidad se convertirá al menos parcialmente en dióxido de carbono (CO2) en la caldera, transportándose con el vapor. Tras la condensación de vapor, el CO2 puede reducir el pH, lo que provoca posibles problemas de corrosión del condensado para las tuberías de acero al carbono.
La introducción de otras impurezas de agua en la caldera puede conducir a una mayor conductividad, lo que aumenta el potencial general de corrosión del agua, especialmente porque los iones "se acumulan" en las calderas de tambor a medida que se produce vapor. Aunque cierta acumulación de estas impurezas es tolerable, en muchos casos el personal de la planta no le da seguimiento a la acumulación de depósitos en las calderas, en particular productos de la corrosión de óxido de hierro transportados desde otras partes (por ejemplo, sistemas de retorno de condensado). Las impurezas en el agua de la caldera pueden concentrarse debajo de estos depósitos y alcanzar niveles muy superiores a los del agua a granel, e inducir corrosión debajo de depósitos.
Los depósitos abundantes también pueden restringir la transferencia de calor y, en áreas de alto flujo térmico, provocar un sobrecalentamiento de los tubos y fallas mecánicas, como puede verse en la Figura 1, donde los óxidos de hierro del retorno de condensado formaron capas gruesas de depósitos seguidas por una abertura en forma de boca de pez en el tubo como consecuencia del sobrecalentamiento [1].
La tecnología de ósmosis inversa ofrece una opción confiable para producir agua de aporte con muy pocos sólidos disueltos. En muchas plantas de energía, la ósmosis inversa sirve como paso primario de desmineralización, como un intercambio de iones de lecho mixto o refinamiento por electrodesionización continua (continuous electrodeionization, CEDI) como etapa final, pero la ósmosis inversa como proceso único puede ser suficiente para muchas calderas de baja presión. El proceso elimina el volumen de impurezas (a menudo el 99 % o más), incluida la sílice, lo que puede permitir ciclos de concentración más altos de agua de la caldera, lo que ahorra costos a través de una reducción en el aporte y la purga.

Un pretratamiento suficiente para eliminar los sólidos suspendidos antes de las membranas de ósmosis inversa y un programa de tratamiento químico bien diseñado para minimizar la formación de incrustaciones son importantes para el funcionamiento exitoso de una unidad de ósmosis inversa. Es esencial un análisis minucioso del agua de alimentación de ósmosis inversa para seleccionar los equipos y productos químicos apropiados para el pretratamiento. Además, la ósmosis inversa genera un flujo de agua residual casi constante que debe eliminarse. Para las plantas con torres de enfriamiento, la cuenca de la torre puede ser un buen depósito. De lo contrario, podrían requerirse métodos de eliminación alternativos.
Hay muchos ejemplos de alteraciones en los sistemas de aporte en los que el personal de la planta operó los sistemas en un modo fallido o incluso omitieron sistemas averiados y alimentaron agua cruda a la caldera. Una mentalidad de “agua es agua” parece prevalecer en estos casos. Estas suposiciones pueden tener consecuencias desastrosas y se ha sabido de casos en los que los tubos de las calderas fallaron en cuestión de días, incluso horas, de haberse tomado estas decisiones.
Aparte del método utilizado para producir el agua de aporte, pueden ingresar impurezas significativas en el generador de vapor por medio del retorno de condensado de los procesos de la planta. El porcentaje de retorno de condensado puede variar desde bajo hasta muy alto, dependiendo del diseño y de la operación de la planta. En un ejemplo clásico de condensado contaminado observado hace años por uno de los autores, se requirió el reemplazo del haz del sobrecalentador de cuatro calderas de vapor de empaque en una planta de productos químicos orgánicos cada 1,5 a 2 años debido a deposición interna y fallas de sobrecalentamiento. La causa raíz fue un ingreso excesivo de compuestos orgánicos en el retorno de condensado, lo que indujo espumado en los tambores de las calderas y transferencia de sólidos a los supercalentadores. No había sistema para refinar el condensado o vaciarlo si excedía los límites de impurezas.
Dependiendo de los procesos químicos en la planta y la capacidad de las impurezas para ingresar en el condensado, podría entrar una amplia variedad de contaminantes en la caldera. Debe existir un programa para detectar fugas químicas de intercambiadores de calor, reactores y otros recipientes, y para efectuar las reparaciones necesarias. Es común probar el pH, la dureza y la conductividad específica del retorno de condensado. Además, en casos específicos podría ser prudente revisar la presencia de compuestos orgánicos en el retorno de condensado. Con tal monitoreo, el condensado puede desviarse para drenarse si la medición excede un límite predeterminado, por ejemplo, conductividad continua en línea de 50 μS∙cm–1. Deben definirse puntos de ajuste para el vaciado o la reutilización del retorno de condensado para todos los parámetros específicos para el sitio que pudieran afectar la calidad del agua de alimentación de la caldera. El vaciado de condensado puede ser costoso, considerando los costos de producción del agua de aporte y el calentamiento de agua para producir vapor; sin embargo, el personal de la planta podría depender demasiado del programa de tratamiento de agua de calderas para aliviar los problemas. La contaminación puede sobrecargar cualquier programa de tratamiento.
Al igual que con los generadores de vapor de alta presión, establecer y mantener un rango de pH moderadamente básico (en general, pH 9–10) es un problema importante para los sistemas de retorno de agua de alimentación y condensado en unidades de baja presión para evitar la corrosión general del acero al carbono. En la industria de generación de energía, el acondicionador de pH de uso común es el amoníaco, que eleva el pH del agua de alimentación mediante la siguiente reacción:

Esta es una reacción reversible, de modo que el incremento en alcalinidad es limitado y por lo general minimiza la corrosión excesiva del acero en el caso de una alteración en la alimentación química. (Las concentraciones elevadas de amoníaco, en especial en presencia de oxígeno, pueden ser muy perjudiciales para las aleaciones de cobre). Las condiciones con frecuencia son diferentes en las calderas de baja presión. Si el agua de aporte solo se ablanda con sodio, podría haber alcalinidad suficiente para mantener un pH alcalino. En ocasiones, puede emplearse un poco de alimentación de soda cáustica para incrementar el pH del agua de alimentación, aunque debe tenerse cuidado al utilizar este producto químico fuerte.
Sin embargo, el comodín en los sistemas industriales es el retorno de condensado, donde la transferencia de dióxido de carbono puede reducir considerablemente el pH. Por lo tanto, con frecuencia se inyectan aminas neutralizantes en el retorno de condensado para minimizar la corrosión de las redes de tubería de acero al carbono.
Un punto de inyección común es la sección de almacenamiento del desaireador o directamente en el cabezal de vapor, que podría ser mejor. La sustancia química o mezcla de sustancias químicas no solo protege el condensado, también es transportado por el sistema. En la Tabla 1 se detallan varias de las aminas neutralizantes más comunes.
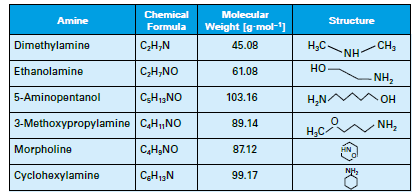
Tabla 1: Lista de aminas neutralizantes comunes.
Todas las aminas tienen mayor peso molecular que el amoníaco, por lo que no se desprenderán con tanta facilidad, aunque cada una tiene su propia relación de distribución (cantidad que permanece en el agua contra la cantidad que sale con el vapor) cuyas propiedades son una función de la temperatura y la presión. Los productos también tienen alcalinidades diferentes, lo que brinda flexibilidad en la selección del programa de tratamiento. Es necesaria una evaluación cuidadosa de las condiciones operativas y del diseño del sistema de retorno de condensado para seleccionar la amina o mezcla de aminas más apropiada.
No está permitida la presencia de ciertos compuestos si el vapor podría tener contacto directo con alimentos u otros productos consumibles.
Como se analizó en una edición anterior de la revista PPCHEM®, se recomienda enfáticamente monitorear las concentraciones totales de hierro en el condensado para evaluar la eficacia química del agua de alimentación [2]. Regresaremos a esta idea más adelante en este artículo.
A mediados del siglo pasado, el consenso acerca del oxígeno disuelto en el agua de alimentación de las calderas era uniforme: se debía eliminar el oxígeno porque es altamente corrosivo. Pero los investigadores europeos y rusos a finales de la década de 1960 y principios de la década de 1970 descubrieron que parte del oxígeno disuelto (en concentraciones de hasta 300 μg·l–1) introducido en agua de alta pureza durante el funcionamiento normal indujo la formación de una capa estrecha de óxido de α-hematita en tuberías de acero al carbono. Las concentraciones correspondientes de partículas y hierro disuelto en el agua de alimentación podrían reducirse a valores muy bajos, de 1 μg·l–1 o incluso menos. Este programa recibió el nombre de tratamiento oxigenado y se extendió su aplicación a unidades supercríticas de una sola pasada en Europa y, finalmente, a los Estados Unidos y el resto del mundo. La advertencia para TO es que requiere agua de alimentación de pureza excepcionalmente alta (conductividad catiónica ≤0,15 μg·l–1); de lo contrario, puede producirse corrosión por oxígeno. La Figura 2 ilustra este concepto.
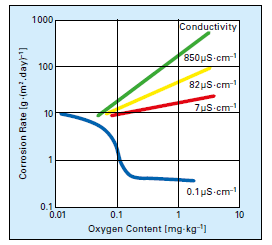
Figura 2: Tasas de corrosión por oxígeno como función del contenido de sólidos disueltos. [3]
Las unidades de tambor siguieron operando con una química de agua de alimentación anclada a la eliminación de oxígeno disuelto mediante desaireación mecánica y tratamiento con un agente reductor (también conocido como secuestrante de oxígeno) hasta que comenzaron a surgir fallas por corrosión acelerada por el flujo (flow-accelerated corrosion, FAC) en la década de 1980. Varias de estas fallas causaron lesiones y muertes en plantas de energía en las tres décadas siguientes. La química de la FAC se ha documentado bien en la revista PPCHEM® [4] y en otras publicaciones, pero un punto clave es que llevó al desarrollo de un primo para OT para unidades de tambores denominadas tratamiento totalmente volátil, en condiciones oxidantes (AVT(O)), que también depende de una pequeña concentración de oxígeno disuelto en el agua de alimentación. AVT(O) también requiere agua de alimentación de alta pureza (conductividad catiónica ≤0,2 μg·l–1) para desarrollar la capa de óxido adecuada en el acero al carbono y minimizar la corrosión por oxígeno.
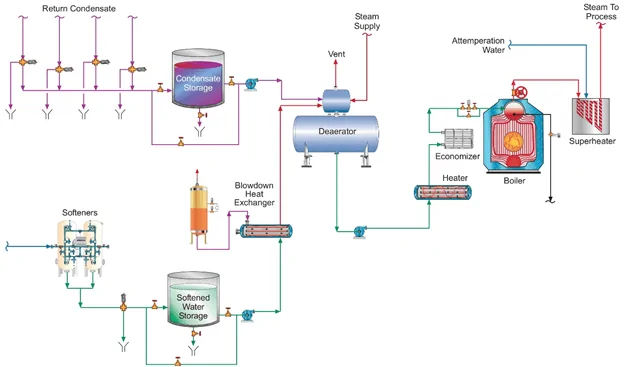
La conclusión de esta breve discusión sobre el tratamiento oxigenado (oxygen treatment, OT) y el AVT(O) es que las calderas industriales por lo general son alimentadas con un aporte que no es de alta pureza y con frecuencia recuperan condensado que contiene impurezas, de modo que no es posible utilizar el AVT(O) ni el OT por el potencial de una grave corrosión por oxígeno de los componentes de acero al carbono. La mayoría de los sistemas industriales de agua de alimentación están equipados con desaireadores mecánicos que, cuando funcionan correctamente, deben reducir la concentración de oxígeno disuelto a 7–10 μg·l–1. En la Figura 3 se muestra un diseño común para la generación de vapor de baja presión industrial.
También es común utilizar un agente químico reductor para reducir aún más los niveles de oxígeno disuelto. Para generadores de vapor a una presión de 4,14 MPa (600 psi) o menos, el sulfito de sodio no catalizado o catalizado (Na2SO3) es un agente reductor popular. Este secuestrante de oxígeno no volátil agrega algunos sólidos disueltos inorgánicos al agua de alimentación.

Un punto de inyección común es el tanque de almacenamiento del desaireador.
Sin embargo, como ya se ha observado muchas veces en la industria generadora de energía, la eliminación completa del oxígeno disuelto conduce a condiciones que fomentan la corrosión acelerada por el flujo. Esto plantea una pregunta importante: “¿Puede ocurrir la FAC en sistemas industriales de agua de alimentación si la concentración de DO se reduce a valores muy bajos?” La respuesta es sí, y la referencia [5] describe casos leves de FAC en una instalación de cogeneración en los Estados Unidos. En resumen, pruebas no destructivas recientes revelaron cierta pérdida de pared en codos del lado de succión y descarga de varias bombas de agua de alimentación de calderas, así como en una boquilla y en una unión soldada. Ninguna requería reparación inmediata, pero provocaron que el personal de la planta planificara pruebas adicionales para comprobar que otras áreas no tuvieran daños graves. Sin duda, un factor mitigante en la naturaleza leve de las manchas que sufren de FAC es que el personal de la planta se ha esforzado por mantener el pH del agua de alimentación dentro de un rango medio a superior a 9, de acuerdo con los datos presentados por Sturla [6] hace casi cinco décadas (Figura 4).
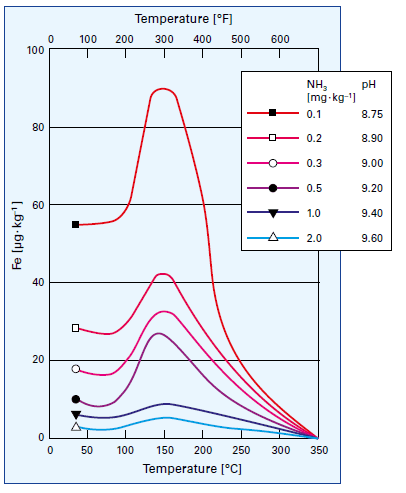
Figura 4: Influencia de la temperatura y el pH en la disolución del hierro del acero al carbono [5]. El aspecto de temperatura es el motivo por el cual la FAC por lo general es más pronunciada en los sistemas de agua de alimentación y economizadores de varios generadores de vapor convencionales y los evaporadores de baja presión de generadores de vapor por recuperación de calor (heat recovery steam generators, HRSG).
Un punto importante que debe señalarse es que este rango de pH elevado sería demasiado alto para la mayoría de los sistemas que contienen aleaciones de cobre, y tendría que reducirse a aproximadamente 9.0 a 9.4 para el control de la corrosión de una combinación de hierro y cobre. Es en estas situaciones donde las técnicas analíticas, como el muestreo de productos de la corrosión, pueden ser bastante valiosas, puede permiten evaluar la concentración de ambos metales en la solución. Para sistemas totalmente ferrosos, es posible emplear técnicas directas de monitoreo de hierro, y la referencia [1] describe varias de estas técnicas. La Asociación Internacional para las Propiedades del Agua y el Vapor (International Association for the Properties of Water and Steam, IAPWS) ha generado un Documento de Orientación Técnica (Technical Guidance Document, TTGD) [7], que analiza la variedad de métodos analíticos que se pueden utilizar para estas pruebas. En la instalación resaltada en la referencia [5], el personal realiza verificaciones puntuales de las concentraciones de condensado y hierro en el agua de alimentación a través del conocido método de prueba Millipore, en el que se pasa un volumen conocido de la muestra a través de un papel de filtro blanco de poro muy pequeño (0,45 μm), cuyo color se compara con las muestras estándar después del secado. El procedimiento Millipore fue, en gran medida, pionero y promovido hace años por el fabricante de calderas de la caldera de la serie de la serie de la serie de la serie de la serie de la serie de la serie de la serie y la serie Wilcox para cálculos rápidos de las concentraciones de hierro en el agua de alimentación durante el arranque de la unidad [8]. En las calderas de servicios públicos, casi todas las partículas serán óxidos de hierro, pero en los generadores de vapor industrial, con redes complejas de vapor y retorno de condensado, pueden existir otras impurezas que enmascaren los resultados.
En muchos sistemas industriales complejos de generación de vapor y retorno de condensado es deseable mantener un control apropiado del pH en toda la red, pero no basta un solo compuesto para lograr este control. Los colegas de los autores han desarrollado productos de aminas combinadas que pueden proporcionar una amplia cobertura. Un análisis minucioso del diseño del sistema, la metalurgia, la química actual y las temperaturas operativas es un requisito previo para la selección del programa apropiado.
Las aminas formadoras de película (film-forming amines, FFA) fueron introducidas por la industria del tratamiento de agua hace décadas, y en los últimos años se ha observado una reaparición de sustancias formadoras de película (especialmente octadecilamina o C18H39N) para la protección contra la corrosión. El grupo de aminas en cada molécula se adhiere al sustrato metálico y la parte orgánica de cadena larga de la molécula se prolonga hasta el agua para actuar como barrera. Sin embargo, el control deficiente y la falta de conocimiento detallado de la química general a menudo han provocado problemas, incluida la formación de “bolas troqueladas” que ensuciaron los generadores de vapor [9]. Los avances en las técnicas de síntesis química y la instrumentación analítica han llevado al desarrollo de nuevas sustancias formadoras de película, tanto aminas como otros compuestos, que son mucho más eficaces para proteger superficies metálicas. Esto incluye los productos FFA de la serie TITAN360 de ChemTreat. La Figura 5 muestra una superficie metálica protegida (durante condiciones fuera de línea). Observe cómo el agua forma gotas en lugar de humectar la superficie.
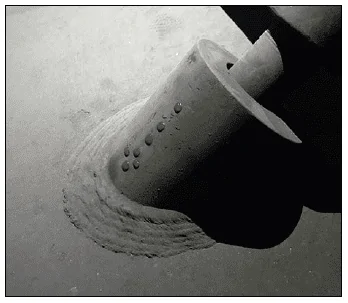
Figura 5: Superficie metálica protegida con aminas formadoras de películas.
Cuando se aplican de manera correcta, los formadores de películas pueden proteger las superficies metálicas durante el funcionamiento normal y en los períodos de inactividad de la unidad. Sin embargo, hay que señalar que la implementación de programas de aminas formadoras de películas requiere supervisión y control apropiados del sistema. Se ha sabido de proveedores poco conocedores que han sugerido la posibilidad de inyectar estos productos químicos en la unidad, con lo cual los problemas de corrosión desaparecerían mágicamente. En cambio, se ocasionaron problemas graves como resultado. Es necesario un análisis cuidadoso de la operación del sistema y la química pasada/presente con anticipación, con un monitoreo y control cuidadosos requeridos después de la introducción de la química del FFA, como se describe y recomienda explícitamente en la sección 8 de la IAPWS TGD11-19 [9].
En la década de 1930, a medida que las unidades generadoras de energía aumentaban en cantidad y tamaño, el fosfato trisódico (Na3PO4, también conocido como TSP) se convirtió en una sustancia química popular de acondicionamiento de agua para calderas de tambor. En esa época, el tratamiento con fosfato tenía dos funciones principales. La primera era establecer condiciones moderadamente alcalinas en la caldera para minimizar la corrosión general de los tubos, tambores y cabezales de acero al carbono de la caldera.

Esta función sigue siendo bastante crítica en la actualidad.
Una segunda función del fosfato era, y en muchos casos lo sigue siendo para calderas industriales, importante para el control de incrustaciones donde hay ingreso de dureza. La sección (4) a continuación describe las reacciones formadoras de sarro más frecuentes, que probablemente se han observado desde que los seres humanos comenzaron a calentar agua para uso personal e industrial.

La deposición de carbonato de calcio (CaCO3), a menudo acompañada de otros minerales, sigue afectando a muchos generadores de vapor industriales cuando los sistemas de aporte funcionan mal, pero permanecen en funcionamiento o se omiten.
El fosfato y la alcalinidad producida por su reacción con el agua reaccionarán con los iones de dureza para formar lodos suaves en lugar de incrustaciones duras. Sin embargo, en los primero días de operación de las unidades de energía, algunas calderas presentaban el problema de corrosión cáustica debajo de los depósitos, causada por las concentraciones bastante altas de fosfato trisódico requeridas para el control de incrustaciones. Esto llevó al desarrollo de programas coordinados y congruentes de tratamiento con fosfato, que utilizaban mezclas de fosfato trisódico, fosfato disódico y, en algunas ocasiones, incluso una pequeña cantidad de fosfato monosódico. Las investigaciones subsiguientes han mostrado que estas químicas pueden generar depósitos ácidos de fosfato en los generadores de vapor de alta presión. Los programas de tratamiento para calderas de servicios públicos han regresado al fosfato trisódico (o en algunos casos, al tratamiento cáustico), aunque con dosis bajas de quizá no más de 2 mg·l–1. Esto es posible porque los sistemas modernos de tratamiento de aporte son bastante confiables, de modo que es infrecuente la fuga interna de dureza. Por lo tanto, el tratamiento con fosfato se emplea solo para controlar el pH.
Para calderas industriales, el tratamiento con fosfato aún es una opción sólida, pues es mucho mayor el potencial de ingreso de dureza en muchas unidades industriales. Los flujos de calor más bajos en estos generadores de vapor permiten utilizar dosis de fosfato más altas que en las unidades de servicios públicos. Además, en ocasiones es posible utilizar mezclas de fosfato en lugar de solo fosfato trisódico para obtener mayor flexibilidad en el control del pH. Junto con el tratamiento con fosfato, con frecuencia se recomiendan acondicionadores de lodo consistentes en polímeros solubles en agua que ayudan a mantener los sólidos en suspensión mediante una combinación de dispersión, modificación cristalina y secuestración. Las partículas de hierro de la corrosión del sistema de retorno de condensado pueden ser problemáticas, pero los acondicionadores de lodo ayudan a mantener los sólidos en suspensión para la purga posterior. Estos polímeros en ocasiones pueden servir como tratamiento independiente, sobre todo si el ingreso de dureza no es un problema.
Anteriormente, en ocasiones se empleaba quelantes en las unidades de tambor industriales. Estos productos químicos se unen directamente con los metales para mantenerlos suspendidos. El ácido etilenediaminetetraacético (EDTA) es el quelante más conocido y se ha utilizado en muchas aplicaciones, tanto industriales como de otros tipos. Sin embargo, el uso impropio de quelantes puede causar una corrosión localizada de los componentes de la caldera. Los programas con quelantes ahora son muy raros y solo deben emplearse con agua de alimentación bien desaireada, excelente control de pretratamiento y bajas concentraciones de hierro en el agua de alimentación.
La conclusión es que existen varias posibilidades, específicamente fosfato y polímeros, solo polímeros y, en raras ocasiones, agentes quelantes, para el tratamiento de agua de calderas, pero la selección depende de una variedad de factores como el diseño y la presión de la caldera, la sofisticación y confiabilidad del tratamiento del agua de aporte y el potencial de ingreso de impurezas y la transferencia de óxido de hierro del retorno de condensado. Estos factores deben evaluarse con cuidado en cada caso. Un enfoque de “tamaño único” para la selección del tratamiento puede provocar problemas.
Las presiones bajas y los flujos de calor en los generadores de vapor industriales los hacen menos susceptibles a los mecanismos de corrosión de alta temperatura, en comparación con las unidades de servicios públicos. Sin embargo, el tratamiento químico de estas unidades de baja presión podría ser más complicado como consecuencia de varios factores, como los siguientes:
Se requiere una planificación cuidadosa para establecer los programas de tratamiento apropiados para todo el sistema de generación de vapor y las redes de retorno de condensado. Hay una variedad de métodos disponibles para optimizar la química. Se requiere un monitoreo exhaustivo para asegurar que los programas de tratamiento estén funcionando de la manera prevista.
Los autores desean agradecer enormemente a Frank Udo Leidich del Consejo Asesor Internacional de PPCHEM®journal por revisar este artículo y proporcionar información valiosa.
 Brad Buecker (B.S., Chemistry, Iowa State University, Ames, IA, EE. UU.) es un publicista técnico sénior de ChemTreat. Tiene muchos años de experiencia en la industria energética o afiliada a esta, gran parte de ellos en química de generación de vapor, tratamiento de agua, control de calidad del aire y resultados de puestos de ingeniería con City Water, Light & Power (Springfield, Illinois, Estados Unidos) y la estación generadora de La Cygne, Kansas, Estados Unidos, de Kansas City Power & Light Company (ahora Evergy). También pasó dos años en una planta de fabricación de productos químicos y otros 11 años en dos firmas de ingeniería. Es miembro de ACS, AIChE, ASME, AIST, AMPP (NACE), el comité de planificación del Taller de química de servicios eléctricos y el Comité de Planificación de Power-Gen International. El señor Buecker ha redactado muchos artículos y tres libros sobre temas de plantas generadoras de energía.
Brad Buecker (B.S., Chemistry, Iowa State University, Ames, IA, EE. UU.) es un publicista técnico sénior de ChemTreat. Tiene muchos años de experiencia en la industria energética o afiliada a esta, gran parte de ellos en química de generación de vapor, tratamiento de agua, control de calidad del aire y resultados de puestos de ingeniería con City Water, Light & Power (Springfield, Illinois, Estados Unidos) y la estación generadora de La Cygne, Kansas, Estados Unidos, de Kansas City Power & Light Company (ahora Evergy). También pasó dos años en una planta de fabricación de productos químicos y otros 11 años en dos firmas de ingeniería. Es miembro de ACS, AIChE, ASME, AIST, AMPP (NACE), el comité de planificación del Taller de química de servicios eléctricos y el Comité de Planificación de Power-Gen International. El señor Buecker ha redactado muchos artículos y tres libros sobre temas de plantas generadoras de energía.
Tim Hughes (B.S., Ingeniería de Petróleo y Gas Natural, Universidad Estatal de Pensilvania, State College, PA, EE. UU.) es un consultor de personal técnico sénior de ChemTreat. Tiene 29 años de experiencia en tratamiento de agua industrial y 8 años de experiencia en petróleo y gas. Anteriormente, ocupó cargos en Betz Laboratories, Universal Well Services y National Fuel Gas Supply Corp.
